Изготовление пластиковых окон – основные этапы производства

Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.

Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.

Составление спецификации
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:
- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.



Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
Сборка оконных и дверных блоков
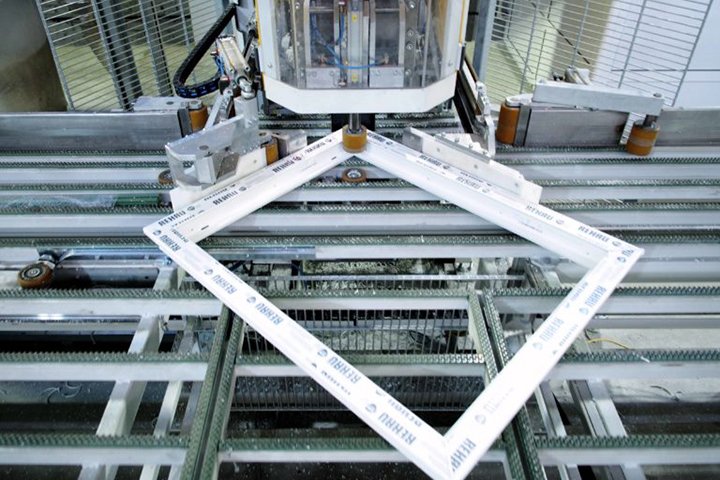
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.

Зачистка угловых соединений
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.

Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.
Этапы производства пластиковых окон

Некоторым заказчикам хочется лучше понимать, как производятся пластиковые окна. В этой статье мы расскажем о процессе и признакам надежного производства.
Где и как?
Современные металлопластиковые окна имеют модульную конструкцию (конструктор, как Лего), собирать которую некоторые умельцы умудряются даже в гараже или в подвале. Качественное производство окон предусматривает подготовку и обработку всех комплектующих в автоматизированном или полуавтоматическом режиме на специальных производственных линиях. В большинстве цехов сегодня используется оборудование австрийского, итальянского или немецкого производства со встроенным электронным управлением (ЧПУ).
Для изготовления окон используют заготовки ПВХ-профиля, который поступает на завод или в цех в виде хлыстов длиной 6 метров. Профиль предварительно проходит контроль качества на ровность и четкость краев, пазов, плотность структуры и правильность геометрии. В дальнейшем они разрезаются в соответствии с размерами, указанными в наряде. Это значит, что когда вы заказываете окна, то замерщик все снятые параметры ваших проемов вносит в спецификацию и отправляет ее в цех. По ней и изготавливаются ваши изделия. Поэтому корректность снятия размеров напрямую зависит на то, какая в итоге конструкция будет изготовлена.
В том же цеху, где нарезают профили, производится и нарезка армирующих элементов. Они могут быть замкнутыми или другой (незамкнутой) формы, но обязательно оцинкованные или покрытые антикоррозийным слоем. После армирования части окна сваривают, устанавливают в них стеклопакеты и фурнитуру.
- Фурнитура — ГОСТ 30777-2001.
- Профили ПВХ — ГОСТ 30673-99.
- Стекло — ГОСТ 30698-2000.
- Стеклопакеты — ГОСТ 24866-99.
В производственном и складском помещении должен поддерживаться определенный микроклимат. Температура воздуха должна быть не ниже +18℃ во избежание возникновения деформаций и изменения свойств ПВХ.
Этапы производства пластиковых окон
Весь процесс изготовления остекления состоит из 6 этапов:
- Нарезка и армирование профиля.
- Сваривание заготовок в одну конструкцию.
- Укладка уплотнителей.
- Монтаж фурнитуры.
- Установка стеклопакета и штапиков.
- Навешивание и фиксация створок.
Каждый из этапов имеет свою специфику. Рассмотрим подробнее все части процесса.
Подготовка ПВХ-профиля
Нарезка ПВХ-заготовок осуществляется по заданной программе в соответствии со спецификацией каждого заказа. Профиль нарезается двухголовочными усорезными пилами: для импостов под углом 90 градусов, а для рам — под углом 45 градусов. При этом оставляется припуск в 3 мм для сваривания соединяющихся сторон. На полностью автоматизированных линиях станок сам отмеряет и разрезает профили в соответствии с заданной программой.
Далее производится фрезерование отверстий для дренажа и под фурнитуру. В цехах с не самым современным оборудованием этот процесс осуществляется вручную с помощью дрели.
Армирующий профиль также разрезают на отрезки соответствующего размера и вставляют внутрь пластиковых заготовок, закрепляя их саморезами по металлу. Импост и подставочный профиль монтируются вручную.
Далее готовую раму сваривают по углам на четырехголовочном сварочном комплексе при температуре 250 ℃. После сварки углы и швы обрабатываются на другом станке для получения ровной поверхности без наплывов пластика. Арочные или круглые окна производятся путем сгибания нагретого профиля под нужным углом. Впоследствии он фиксируется для застывания в заданной форме.
Укладка уплотняющего контура
Уплотнитель под каждый вид профиля, как правило, применяется фирменный или подобранный производителем. Эластичный шнур укладывается в два контура: по всему периметру рамы и створки. На морозостойких моделях предусмотрено трехконтурное уплотнение. Некоторые производители поставляют профили сразу с уплотнителем, который прокладывается в пазы на автоматическом оборудовании. Такой контур держится крепко и обладает повышенной износостойкостью.
Установка фурнитуры
Монтаж фурнитуры в рамы производится вручную на специальных отдельных стендах: дрелью просверливаются крепежные отверстия, укладываются приспособления и механизмы и поочередно фиксируются шурупами.
Установка стеклопакета
Стеклянные коробы зачастую поставляются на завод по производству окон с других предприятий, которые специализируются именно на изготовлении стеклопакетов. Однако существуют заводы полного цикла, которые производят свои стеклопакеты.
Для изготовления стеклопакетов стекло сначала раскраивают и моют, затем подготавливают дистанционные рамки и приклеивают к ним стекла на первичный герметик, и на последнем этапе конструкцию герметизируют вторично. Камеры могут заполняться инертным газом. Таким образом создается полностью изолированный стеклянный короб с заданными параметрами.
Стеклопакеты устанавливают в рамы на рихтовочные пластины в тщательно очищенную от пыли и стружек раму. Уплотнители перед установкой протираются, стекла с внешних сторон — тоже. В ровном положении стеклопакет фиксируется с помощью штапиков. Эти пластиковые заготовки имеют определенную форму с защелкой для прижимной фиксации. Штапики вставляют в пазы, защелкивают по всей длине и проверяют плотность прижима.
Навешивание створок
Это завершающий этап производства окон, когда готовые створки со стеклопакетами аккуратно навешиваются на петли, фиксируются. Петли могут маскироваться декоративными пластиковыми накладками. После сборки мастер проверяет работу фурнитуры на открывание-закрывание и фиксацию всех элементов.
Окно готово к транспортировке и установке!
Собранные конструкции отправляются на склад готовой продукции и в дальнейшем транспортируются на специально оборудованных автомобилях к заказчикам в пункт доставки.
Контроль качества
На производстве полного цикла в обязательном порядке работает отдел технического контроля и, в частности, лаборатория, в которой проверяется качество ПВХ-профиля. По регламенту каждые 4 часа на производстве отбираются образцы для тестирования на устойчивость к повреждениям и деформациям, по органолептическим показателям, на прочность сварных швов.
Кроме того, ежедневно на заводе производится проверка профилей и готовых окон по следующим показателям:
- Внешний вид профиля (целостность, глянец, цвет);
- Масса погонного метра;
- Ацетоновая проба на способность деформироваться;
- Габариты, вплоть до сотой доли миллиметра;
- Правильность установки фурнитуры и ее функциональность;
- Термоустойчивость при температуре 100 °С;
- Герметичность и теплоизоляция;
- Светопрозрачность;
- Ветроустойчивость.
Все крупные производства, имеющие сертификацию ISO, проводят указанные испытания и строго контролируют качество своих изделий. Соответствие стандартам и нормам фиксируется в сертификатах соответствия на готовую продукцию.
 Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Технология производства пластиковых окон
Компания «Вега» — поставщик высокотехнологичного оборудования для производства стеклопакетов, мебельной, стекольной промышленности и интерьерных решений. Мы предлагаем в продажу, обслуживаем и продаём оборудование для производства стеклопакетов — высокоавтоматизированное, качественное и недорогое.
В этой статье из серии о производстве пластиковых окон и организации собственного бизнеса, мы расскажем Вам о технологии производства пластиковых окон, или как их называют в народе стеклопакетов.
Сразу следует отметить, что производство стеклопакетов и пластиковых окон — это не одно и то же, потому что стеклопакет представляет собой герметичную конструкцию из двух и более стёкол, а пластиковое окно состоит из: одного и более стеклопакетов, совмещённых со створкой, рамой, импостами (металлопластиковыми элементами внутри оконного блока из нескольких стеклопакетов). Но это лишь в двух словах. Конструкция пластикового окна гораздо сложнее.

Рис. 1. Металлопластикове окно
Процесс производства пластиковых окон
Процесс производства пластиковых окон начинается с производства стекла нужного качества и размера, сборки стеклопакетов, производства оконных профилей ПВХ и стальных армирующих вставок. Назовём это всё заготовками для производства стеклопакетов и пластиковых окон и оставим за рамками данной статьи. Технология производства стеклопакетов была описана ранее в серии статей про стеклопакеты. Поэтому, рассмотрим процесс производства именно пластиковых окон отдельно от остального, предположив, что стеклопакеты, профили, фурнитура и прочие материалы уже есть в наличии.
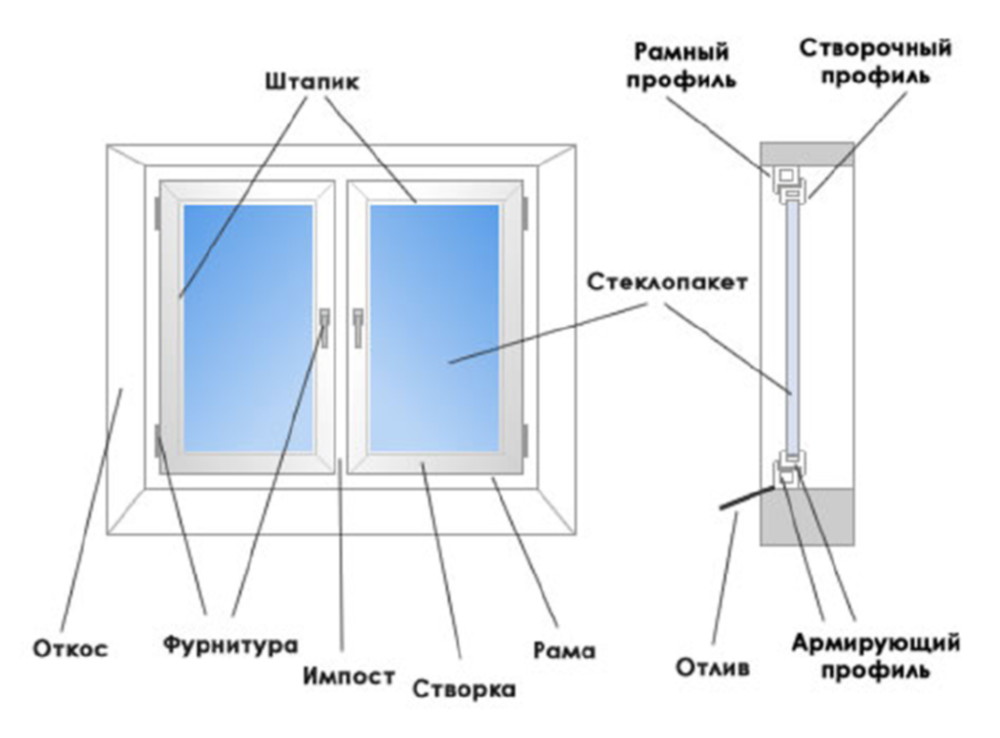
Рис. 2. Конструкция оконного блока
Когда готовые стеклопакеты и заготовки поступают на производство стеклопакетов, то собираются в оконные блоки, которые потом устанавливаются на объекте заказчика.
В процессе производства пластиковых окон:
- По замерам создаётся электронный чертёж будущего окна;
- Нарезаются заготовки профилей из ПВХ для створок, рамы и импоста;
- В заготовках проделываются отверстия для отведения влаги и фурнитуры;
- Нарезаются, устанавливаются и закрепляются армирующие профили в — ПВХ;
- Профили ПВХ сплавляются на специальном станке;
- Шлифуются сварочные швы;
- Импосты фрезеруют по шаблону и прикрепляют к оконному блоку;
- Монтируется обвязочная, ответная фурнитура, ручки;
- На раму и створки прикрепляются резиновые уплотнители;
- Створки закрепляются в раме;
- Стеклопакеты устанавливаются в рамы и уплотняются;
- Перед выпуском стеклопакет проверяется на качество.
Кажется довольно просто, но рассмотрим каждый этап по отдельности.
Аспекты технологии производства пластиковых окон
1. Подготовительный этап. К заказчику выезжает замерщик, который снимает замеры оконного проёма с учётом специфики установки пластиковых окон в зданиях с различной конструкции. По замерам, с учётом градостроительных норм и пожеланий заказчика создаётся электронный чертёж или схема, по которой производятся оконные блоки нужных размеров и конфигурации.
2. Заготовка и нарезка профилей. Профили из ПВХ представляют в разрезе многокамерные изделия. Чем больше камер, тем лучше энергосберегающие свойства обеспечивает пластиковый профиль. Существуют профили с количеством камер от 1 до 8. Для России рекомендуется использовать профили с количеством камер от 3 до 5. Профильные заготовки необходимо нарезать на отрезки запланированной длины. Оба конца каждой заготовки обрезаются одновременно, под углом, двухголовой дисковой пилой со специальным диском с высокой скоростью вращения.
3. Прорезание отверстий для водоотведения и фурнитуры. Для того, чтобы между профилем и стеклопакетом не образовывался губительный для всей системы конденсат, в створочном профиле проделываются дренажные отверстия на равном расстоянии от краёв и друг от друга. На специальных станках или вручную по шаблону проделываются отверстия под ручку и фурнитуру. Прорезается паз под замок. Однако этот этап производства пластикового стеклопакета может быть отсрочен до сплавления сборки створок и рамы.
4. Нарезка, установка и закрепление армирующих профилей. Стальные армирующие профили, придающие жёсткость профилям из ПВХ и всей конструкции нарезаются маятниковой дисковой или ленточной пилой по шаблону и зачищаются от заусенцев и подгоняются на шлифивочном станке. Армирующие профиле в процессе производства вставляются в профили из ПВХ и закрепляются с помощью саморезов.
5. Сплавление профилей. Нарезанные и армированные профили соединяются на специальном станке под давлением при высокой температуре. Чтобы обеспечить высокую прочность и симметрию профилей створок и рам предпочтительно применять автоматы, одновременно осуществляющие сплавление по всем четырём углам. В ходе этого процесса в зазоры между профилями опускаются нагревающие элементы с тефлоновым антипригарным покрытием, которые доводят материал торцов до состояния плавления. Потом нагревательные элементы поднимаются и составные части рамы или створки сдавливаются. После остывания автомат проводит испытание соединения на прочность, оказывая определённое давление с нужной длительностью на ответственные точки конструкции.
6. Шлифовка сварочных швов. Затем сварочные швы со всех сторон шлифуются фрезерной машиной с ЧПУ по заданной конфигурации, чтобы обеспечить правильную форму продукта и презентабельный внешний вид пластикового окна.
7. Фрезеровка и закрепление импостов. Импостом называется часть оконной рамы или створки, которая резделяет оконный блок на несколько секций из стеклопакетов. Чтобы импост подошёл к готовой оконной конструкции, его надо подогнать с помощью фрезерной установки с ЧПУ по шаблону под получившееся окно. Что и производится на данном этапе. После чего необходимо закрепить импосты в оконной конструкции с помощью фурнитуры в виде уголков и саморезов.
8. Монтирование обвязочной, ответной фурнитуры и ручек. Далее на специальном стенде или вручную по шаблону монтируется обвязочная фурнитура, ручки, замки и ответная фурнитура. Так как окна бывают разной конфигурации и размеров, то обвязочную фурнитуру иногда тоже требуется подгонять по размеру, обрезать по шаблону и позиционировать в нужных местах. Ручка закрепляется в двух местах и пропускается в центральное осевое отверстие, где соединяется с замком, который выступает с внешнего торца створки и должен совпадать с ответной фурнитурой на раме.
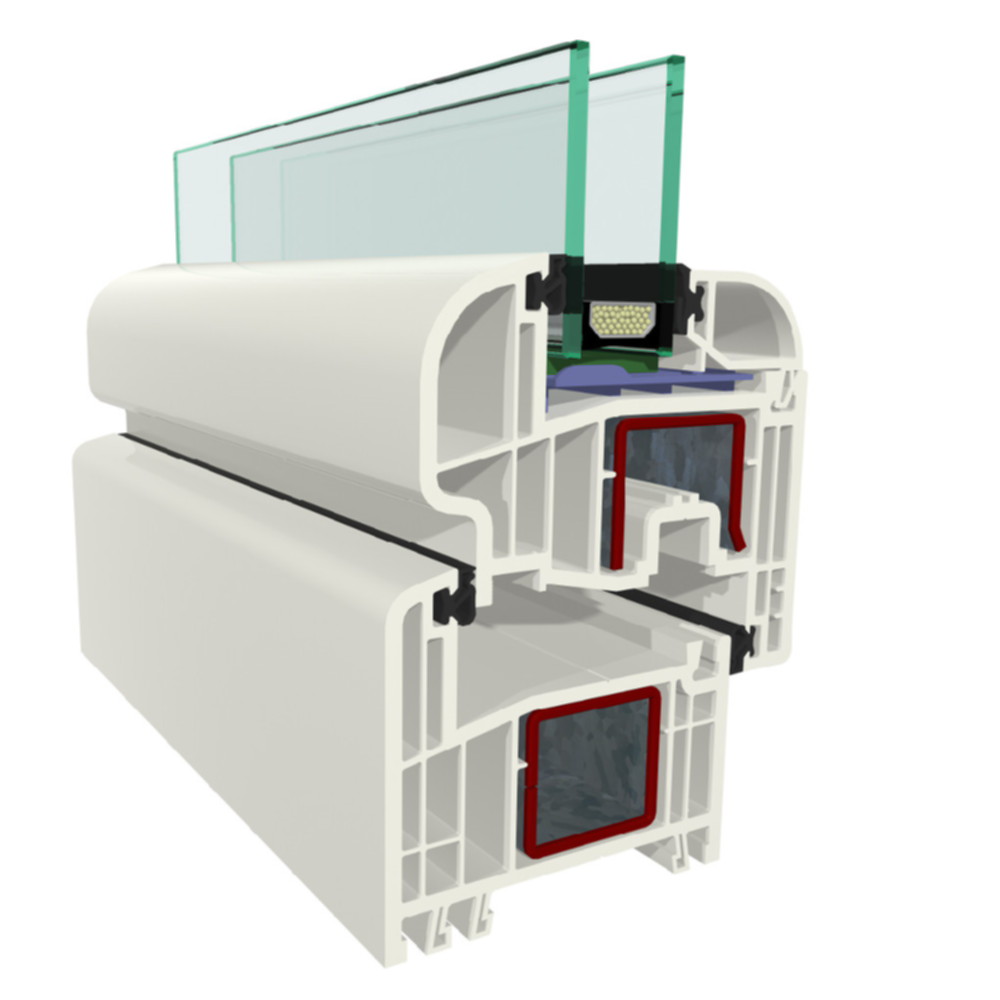
Рис. 3. Уплотнение зазоров
9. Уплотнение. Уплотнители из каучука или более современного материала прикрепляются в специальные пазы для устранения зазоров между рамной и створочной заготовкой с внешней и внутренней стороны. Также уплотнитель прикрепляется на створку перед установкой стеклопакета между створкой и будущим стеклопакетом. Например, как это показано на рисунке. Следует отметить, что для уплотнения зазоров разных частей окна применяются уплотнители разной формы.
10. Навешивание створок. Далее створки устанавливаются в рамы с импостами в той последовательности, как это предусмотрено проектом. В принципе, не открывающаяся часть окна, получившаяся за счёт импоста, может быть застеклена в первую очередь.
11. Застекление. Перед установкой стеклопакетов в створочные профили или в профиль рамы с импостом устанавливаются вставки, обеспечивающие определённый зазор между профилем и стеклопакетом, предусмотренный технологией производства пластикового окна. Далее устанавливается сам стеклопакет. Стеклопакет закрепляется штапиками, которые тоже нарезаются сначала нужной формы и длины. Короткие штапики нарезаются точной длины, а длинные — чуть больше нормы. Штапики и закрепляются в специальные пазы — от коротких к длинным с помощью молоточка с не царапающей, не разрушающей пластик и стекло поверхностью. С помощью штапика или уплотнителя обеспечивается достаточно плотное и надёжное крепление стеклопакета в раме.
12. Проверка качества. После процесса изготовления пластиковый пакет проверяют на предмет работоспособности обвязочной фурнитуры, герметичности, чистоты и отправляют клиенту для последующего монтажа.
Прочие аспекты и заключение
Технология производства пластиковых окон может в значительной степени отличаться от описанной выше, в зависимости от применяемого оборудования, проекта и наличия декоративных решений. Например, створки и рамы иногда оклеивают цветной плёнкой до нарезки, для получения более широкой палитры готовых изделий, а на некоторых производствах применяют полуавтоматизированные или ручные инструменты в большем числе. Также существуют различные технологии утепления окон, что вносит ещё больше разночтений в этой вязи.
Однако, в условиях экономического кризиса в Европе и в России, небольшие и слабо автоматизированные производства пропадают. Спад самого производства происходит более медленно и по большей мере за счёт почивших компаний. Поэтому, если Вы хотите обеспечить конкурентоспособность производства окон ПВХ, стоит задуматься о более серьёзной его автоматизации. Для этого Вам может потребоваться оборудование для производства стеклопакетов, которое предлагает наша компания. Компания «Вега» — поставщик высокотехнологичного оборудования в Россию.
Производство пластиковых окон VEKA
Производство пластиковых окон — сложный процесс, в результате которого рождается качественное пластиковое окно- конструкцию с хорошими гидро-, тепло- и шумоизолирующими свойствами.
На производствах, использующих оконные профили VEKA, строго придерживаются требований российских и международных стандартов изготовления, что гарантирует высокое качество продукции. В производстве ПВХ-окон VEKA используются технологии и оборудование только самого высокого качества.
Изготовление окна состоит из множества операций. Но упрощённо можно выделить несколько этапов:
- Проектирование и определение комплектации окна на основании сделанного замера и задания со стороны заказчика..
- Изготовление каркаса окна.
- Сборка компонентов в единое изделие.
Посмотрите, как происходит на заводе изготовление ПВХ-профилей и сборка окон:
Материалы для производства пластиковых окон
Основные материалы и комплектующие, необходимые для изготовления металлопластикового окна:
- ПВХ-профиль
- стальной профиль для армирования;
- уплотнитель;
- фурнитура и дополнительное оборудование (жалюзи и др.);
- стеклопакеты
ПВХ-профиль или просто пластик – самый популярный материал для производства окон, из которого делается почти ¾ новых конструкций во всём мире. Такие окна экологически безопасны, обладают высокими изолирующими свойствами, могут иметь разный дизайн и форму.При этом все они отличаются низкой теплопроводностью, высокой химической стойкостью, длительным сроком службы, лёгкостью обработки, хорошими энергосберегающими свойствами и устойчивостью к климатическим воздействиям.
Этапы производства
Производству окна предшествует малозаметный, но очень важный этап — проектирование. Инженеры-проектировщики создают чертежи и схемы будущих окон, в которых:
- делают подробный чертёж конструкции
- определяют форму, цвет, дизайн будущего окна;
- предусматривают механизмы, обеспечивающие безопасность будущего изделия;
- подбирают фурнитуру и аксессуары для шумо-, гидро-, теплоизоляции;
- составляют спецификацию окна, включающую данные об используемых усилителях, уплотнителях, возможных элементах «умного дома» (например, датчики) и т.д..
Дальше на основе проекта создаются пластиковые окна и двери, производство которых состоит из нескольких этапов. Рассмотрим более детально каждый этап изготовления пластиковых окон.
Такие компании как VEKA изготавливают только сам профиль. Производство VEKA расположено на заводах в Подмосковье и Новосибирске. А заводы партнёров в разных городах делают непосредственно оконные конструкции, встраивая в ПВХ-профиль армирующие вставки, фурнитуру, стеклопакеты.
Такие компании как VEKA изготавливают только сам профиль. Производство VEKA расположено на заводах в Подмосковье и Новосибирске. А заводы партнёров в разных городах делают непосредственно оконные конструкции, встраивая в ПВХ-профиль армирующие вставки, фурнитуру, стеклопакеты.
1 ЭТАП: нарезка ПВХ-профиля
Стандартный ПВХ-профиль нарезается на заготовки на высокоточном станке. ЧПУ станка позволяет выдерживать проектные размеры будущего окна до десятых долей миллиметра. Также на автоматизированных станках в профиле делаются технологические отверстия для фурнитуры и т.п.
2 ЭТАП: нарезание дренажных отверстий
В место сопряжения рамы со створкой (это место называется фальц) неизбежно попадает вода. Это не является свидетельством плохого качества, но воду из фальца необходимо отвести. Для водоотвода в раме высверливаются специальные отверстия, эта операция производится после нарезки профиля.
3 ЭТАП. установка армирования
Для упрочнения оконной конструкции внутрь пластикового профиля обязательно устанавливаются армирующие вкладыши из оцинкованной стали. Нарезка армирования осуществляется дисковыми или ленточными пилами по металлу. Армирующие вкладыши нужны для того, чтобы защитить окно от деформации, вызванной температурными перепадами.
4 ЭТАП: сварка и обработка швов
В процессе сварки профильных заготовок профиль в местах стыка нагревается до 240 °С. Сразу же свариваемые поверхности плотно прижимаются друг к другу. Производство металлопластиковых окон — сложный процесс, и качество сварки стало важным показателем надёжности конструкции окна. Поэтому после сварки шов проходит отдельное испытание.
Со сварочных станков конструкция поступает в обрабатывающий центр, который автоматически зачищает сварочный шов и передаёт изделие на сборочный участок, где устанавливается фурнитура.
ЭТАП: установка утеплителя, фурнитуры
Если импост не был вварен в конструкцию на этапе сварки, то на этом этапе его фиксируют с помощью механического крепления.
Затем в конструкцию устанавливается уплотнитель — он вкладывается в пазы и промазывается специальным клеевым составом.
После этого в соответствии с заказом клиента устанавливается фурнитура, обеспечивающая подвижность створок окна, запоры, петли и прочее.
6 ЭТАП: установка стеклопакета
На этом этапе металлопластиковое окно попадает на стенд остекления. Здесь в него устанавливают стеклопакет, фиксируя его с помощью штапика.
Предварительно под стеклопакет укладываются подкладки, которые исключают нежелательные напряжения в стекле. Они также служат стопорами при отжиме створки окна в случае возможного взлома.
7 ЭТАП: складирование и отправка
После того как контролёр ОТК проверит качество готового пластикового окна, изделие покидает цех производства и отправляется на склад, чтобы оттуда уехать к заказчику.
Проверка качества
Чтобы окно прослужило долго, качественным должен быть не только сам профиль, но и все этапы создания конструкции. На качество влияет буквально всё: соблюдение температуры в цехе, используемые материалы, квалификация сотрудников, техническое состояние станков для нарезки. Поэтому VEKA проводит детальный аудит своих партнёров, чтобы окна получились действительно на века.
Так для проверки качества экструзионного процесса мониторятся все материнские и дочерние заводы VEKA. Данные поступают на центральный пульт VEKA AG в Зенденхорсте. Проводится проверка сырья, готовой продукции непосредственно на заводах собственными лабораториями и отделами качества.
Почему одни окна ПВХ дороже, чем другие?
ПВХ-профиль для производства пластиковых окон изготавливается на заводах VEKA и в его качестве сомневаться не приходится.
Но почему тогда в разных фирмах похожие окна могут сильно отличаться по стоимости?
Многое зависит от того, чем завод-производитель оснастит окно — дешёвой фурнитурой, некачественным утеплителем, «забудет» поставить армирующий вкладыш, подкладки или сэкономит на стеклопакете. Советуем почитать наши рекомендации по выбору качественных окон ПВХ.
Изготовление окон из ПВХ профиля

Чтобы стать окном, профиль ПВХ должен быть соответствующим образом обработан и соединен в единую конструкцию. Процесс изготовления оконного или дверного блока из пластиковых профилей идентичен и представляет собой конвейерную цепочку из большого числа операций. Только строгое соблюдении технологии и стандартов (ГОСТов) по сборке гарантирует качество конечного изделия. Но, обо всем по порядку.
Чтобы получить аккуратное, правильное по форме и геометрии окно, важно строить производственный процесс на основе качественных исходных материалов. В частности, первоклассного ПВХ профиля, надежной фурнитуры и энергоэффективного стеклопакета.
Доставка ПВХ и его складирование

ПВХ профиль поставляется от производителя в цех переработчика большими паллетами. Рама, створка, импост, штапик – все эти оконные элементы привозятся хлыстами, запакованными в шести метровые паллеты. Чтобы из них изготовить окно, они должны быть нарезаны на заготовки нужной длины, в соответствии с техническим заданием на раскрой. До этого они складируются в помещениях переработчика, оснащенных для этих целей. Складирование ПВХ профиля подробнее
В дальнейшем профиль поступает на линию по производству окон, где из него получается новое пластиковое окно или двери ПВХ.
Распил профиля

Профиль нарезается под углом 45 градусов, чтобы затем быть сваренным между собой в раму или створку. Профиль, который используется для производства окон имеет полости внутри, которые делают его более морозоустойчивым, но они же ослабляют его прочностные характеристики. С целью придать оконной конструкции большую упругость и устойчивость к возможным нагрузкам в центральную камеру профиля вставляется стальной армирующий каркас. Который также называется армирующий профиль.
Установка стального вкладыша

Армирование (или армировка) ПВХ – обязательный процесс для всех категорий окон, превышающих по стороне 400 мм. Иначе бы профиль был не устойчив ни к линейному расширению при перепаде температур, ни к механическому воздействию. Тем не менее, для изготовления некоторых типов пластиковых окон, армирующий каркас может быть исключен. К такому роду изделий относится окна круглой и арочной формы. Армирующий профиль подробнее
Изготовление арочных пластиковых окон

Арочные окна и прочие окна ПВХ с тем или иным радиусом кривизны изготавливаются методом гнутья на специальных столах. Прежде чем согнуть пластиковый хлыст, его необходимо разогреть до температуры 150 градусов Цельсия. Он становится податливым для изгиба, при этом сохраняя форму и заданную геометрию внутренних ребер жесткости.
Скрепление профиля в рамы и створки

После того, как пластиковые профили заданного размера напилены и усилены армирующим вкладышем, они должны сформировать единую оконную коробку: раму или створку. Наиболее типичный вариант соединения профилей между собой – сварка. Заготовки выкладываются на сварочный агрегат в нужной последовательности, края их нагреваются до температуры плавления и сжимаются между собой. В углах соединения профилей между собой возникает сварной шов прочностью не только не уступающий прочности собственно профиля, но и превышающий его (о чем можно судить по испытаниям, которые проводятся в лабораториях над опытными образцами).
Тем не менее, профили с наплывами пластика выглядят крайне не эстетично, поэтому на следующем этапе этот наплыв необходимо очистить. Для этих целей используют специальные углозачистные (фрезерные) станки.

Пилящие (зачистные) диски и сверла настроены таким образом, чтобы снять излишки пластмассы и не задеть основную конструкцию. После этого этапа оконная рама и створка готовы к следующей процедуре – установке фурнитуры.
Как устанавливается фурнитура на окна ПВХ

Фурнитура – набор металлических элементов (петель и запирающих устройств), которые позволяют створке окна открываться и запираться. То есть все то, без чего окно не может быть приведено в движение – и есть фурнитура.
Элементы этого типа устанавливаются как на раму, так и на створку. Чтобы каждому элементу на створке окна соответствовал запирающий на раме – все эти процессы производятся по заранее размеченным эскизам, в соответствии с рекомендациями производителя фурнитуры.
После этого этапа, окно уже имеет практически законченный внешний вид и функциональность, единственное чего ему не хватает до полной готовности – это прозрачного стекольного заполнения, которое монтируется на следующем этапе конвейера.
Остекление окна, установка стеклопакета

Говоря о стекольном заполнении современных металлопластиковых окон имеет смысл упомянуть о стеклопакете. Стеклопакет, в отличие от обычного стекла представляет собой не один лист, а несколько листов стекла, скрепленных между собой на расстоянии и герметично запаянных. Отсюда и название – стеклопакет.
Стеклопакеты сегодня изготавливаются из различных стекол, кроме того, различным может быть и внутренне заполнение пустоты между стеклами. В наиболее теплых (энергосберегающих) моделях стеклопакета в полости между стеклами загоняется плотный инертный газ – аргон. Он тяжелее воздуха и поэтому лучше защищает от промерзания зимой, и жаркого летнего солнца летом.

О том насколько окно получилось качественным можно говорить по завершении крепления последнего штапика. Теперь конструкцию (оконный или дверной блок) необходимо должным образом проверить. Это задача контролера ОТК.
На изделии и стеклопакете отсутствуют следы повреждений, защитная пленка не содрана, функциональность соответствует листу заказа – такое окно может быть допущено к отгрузке заказчику и нареканий по нему скорее всего не будет.