Оборудование для производства деревянных окон
Изготовление деревянных окон со стеклопакетами – сложный многоэтапный процесс, где от тщательности выполнения каждой технологической операции зависит качество конечного результата. Качественные деревянные окна невозможно производить в кустарных условиях, требуются соответствующие площади, технологии и, конечно же, современное высокопроизводительное оборудование.
Рассмотрим минимально необходимый набор оборудования для изготовления деревянных окон высшего качества.
Автоклавы
Сырая древесина является не пригодным материалом с технологической точки зрения, поэтому в обязательном порядке подвергается сушке. Недосушенное дерево подвержено короблению, внутри волокон перераспределение механических напряжений часто приводит к трещинам, такая древесина обладает низкой биологической стойкостью.
Сушка древесины может быть естественной (атмосферной) и искусственной. В первом случае срубленный кругляк от полугода до нескольких лет выдерживается на открытом воздухе, пока излишняя влага не выйдет из древесных волокон. В массовом производстве окон из натуральной древесины естественная сушка не слишком популярна, поскольку требует дополнительных площадей и отнимает массу времени. Для сокращения технологического процесса используют сушку дерева в автоклавах.
Автоклав представляет собой герметичную сушильную камеру. Древесина помещается в камеру на нагревательные пластины, создается необходимое разрежение, и излишняя влага быстро выходит из волокон. Степень вакуумизации и температура нагрева подбираются в зависимости от породы древесины. Цикл такой сушки в зависимости от качества исходного материала составляет всего несколько суток.
После сушки остаточная влажность контролируется специальными влагомерами, и материал передается на следующую технологическую операцию.
Распиловочное оборудование
После сушильных камер кругляк поступает на распиловку на, так называемых, пилорамах, которые по своей сути представляют лентопильные или фрезерные станки. Пилораму необходимо выбирать с учетом особенностей технологического цикла. То есть, если цех постоянно работает с толстыми стволами твердых пород древесины, то и оборудование нужно выбирать более мощное, усиленной конструкции.
Пилорама позволяет получить из кругляка заготовки и полуфабрикаты для дальнейшего технологического цикла: ламели, доски, шпон, брус и т.д.
Строгальное оборудование
Ламели, полученные на распиловочном оборудовании, имеют недостаточно точные формы и размеры. Для того чтобы доработать такой полуфабрикат, используют продольно-строгальные станки. Цель продольной строжки – придать заготовкам более высокую геометрическую точность и шероховатость поверхности, приходную для склеивания.
Пневмо- или гидропрессы
После того как ламели простроганы, их необходимо склеить в брус. Ламели укладываются в пакет с учетом разнонаправленности волокон. Такое взаимное расположение позволяет компенсировать напряжения внутри волокон, возникающее под воздействием перепадов относительной влажности воздуха и температуры. Ламели промазываются специальным клеящим составом и помещаются под пресс, чтобы склеивание происходило под постоянным давлением. При серийном и массовом изготовлении окон из дерева используют пневматические или гидравлические прессы. В единичном производстве окон из дерева достаточно ручного пресса с винтовым приводом. Под давлением ламели выдерживаются до полного высыхания клеящего состава, после чего клееный брус поступает на участок механической обработки.
Склеивать ламели в брус необходимо не позднее 24 часов с момента их строжки. В противном случае естественные поры древесины закрываются смолами и забиваются пылью, что отрицательно сказывается на адгезионных свойствах клеящего состава.
Для полной полимеризации клея после прессования брус должен вылежаться в течение 48 часов при температуре окружающей среды не менее +15°С.
Обрабатывающие центры
Данный вид оборудования относится к более «интеллектуальному». Станки для производства деревянных окон представляют собой автоматы с числовым программным управлением (ЧПУ), работают по программе без непосредственного участия оператора (который находится рядом в качестве наблюдателя, чтобы вмешаться в технологический процесс в случае нештатной ситуации).
Обычно деревообрабатывающие центры предназначены для выполнения нескольких технологических задач. В состав обрабатывающего центра, как правило, входит несколько модулей. На шипорезном модуле заготовки из бруса торцуются, на них фрезеруются пазы и проушины для соединения отдельных заготовок в единую раму. Для создания многоугольных окон заготовки обрабатываются под углом. На профилирующем модуле фрезеруется внутренний профиль будущей оконной рамы и наружный контур.
После фрезеровки брус поступает на участок сборки, на котором посредством клеящего состава склеивается в рамы и створки и передается на шлифовальные станки.
Станки для изготовления деревянных окон с числовым программным управлением стоят отнюдь недешево. При желании сэкономить, один станок с ЧПУ можно заменить двумя универсальными: торцовочным и фрезерным станками, но в этом случае технологический процесс будет занимать больше времени.
Шлифовальные станки
Шлифование поверхностей будущих деревянных окон производится на ленточно-шлифовальных станках с подвижным столом. Машинное шлифование позволяет придать поверхностям плоскостность, откалибровать размеры и улучшить шероховатость поверхности. На шлифовальных станках осуществляют предварительное и промежуточное (после исправления вскрывшихся на древесине дефектов) шлифование. Финишное шлифование рам и створок деревянных окон, как правило, производят вручную.
После того, как деревянное окно окончательно отшлифовано, оно передается на участок лакокраски.
Покрасочное оборудование
Набор оборудования для нанесения лакокрасочных покрытий на деревянные окна в значительной степени определяется объемами производства. Для небольших объемов можно применять ванны, и окрашивать рамы и створки методом окунания. При серийном или массовом изготовлении обычно используют различные пульверизаторы или специальные красочные камеры.
Производительность пульверизаторов зависит от рабочего давления и расхода по воздуху. Обычно, чтобы покрасить деревянные окна, используют оборудование высокого (4-6 атм.), низкого (2-2,5 атм.) и очень низкого давления (до 1,5 атм.).
Специализированная лакокрасочная камера включает в себя не только модуль для нанесения краски, но и обеспечивает постоянный температурно-влажностной режим, технологическую сушку окрашенных изделий и поддерживает необходимый уровень вентиляции.
В вопросах окрашивания деревянных окон и дверей лакокрасочные камеры являются наиболее производительным оборудованием, но и имеют соответствующую стоимость.
Участок сборки
После окрашивания отдельные части деревянных окон поступают на сборочный участок. Сборка производится вручную с применением электроинструмента (дрели, шуруповерты и т.д.).
Конечно, чтобы наладить производство современных окон из натуральной древесины, необязательно приобретать весь комплекс оборудования для производства деревянных окон. Достаточно часто производители прибегают к, так называемой кооперации, когда часть технологических процессов выполняется сторонним подрядчиком (например, изготовление трехслойного бруса).
Деревообрабатывающее оборудование. Классификация Eumabois. Часть 18
Таблица 1. Перечень операций на станках типа
«угловой центр» 
Источник информации: www.stanki.ru

Рис. 1. Угловой оконный центр Crafter (поставщик – компания «КАМИ-Станкоагрегат»)
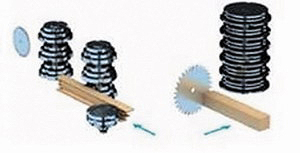
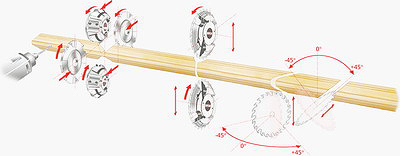
Рис. 2. Схема работы углового центра Wizard 4l
Для производства дверных и оконных блоков, которые являются массовой продукцией столярно-мебельных предприятий, используются сухие пиломатериалы влажностью 12-15%, или трехслойные бруски, специально подготовленные для изготовления подобных изделий. Технологический процесс производства оконных блоков включает следующие операции: формирование базовой поверхности заготовок на фуговальном станке; формирование сечения деталей на рейсмусовом или четырехстороннем строгальном станке; зарезку шипов и проушин на шипорезном станке; сборку рамки или коробки в вайме; обгонку по периметру на фрезерном станке; установку фурнитуры на присадочном станке или специальном оборудовании; отделку и упаковку оконного блока.
Состав оборудования зависит от мощности предприятия. На малом предприятии можно использовать так называемые станки общего назначения. В качестве головного специализированного станка можно задействовать фрезерный станок с нижним расположением шпинделя. В числе лучших современных станков подобного типа станки фирмы Martin (ФРГ). Например, станок с ЧПУ марки Т27 позволяет выполнять продольное фрезерование профиля, зарезку шипов и обгонку створок по периметру при минимальных затратах времени на настройку параметров.
Стремление добиться максимальной гибкости оборудования и сократить время перенастройки привело к созданию агрегатов, в которых объединены функции станков для продольной обработки и формирования шипов. Так появился угловой центр — комбинация шипорезного и фрезерного станков с нижним расположением шпинделей. На подобном агрегате выполняется комплекс операций по изготовлению брусков оконных блоков: сначала формируются шипы и проушины на обоих торцах заготовок, а затем фрезеруются профили при продольном движении заготовки относительно фрез. В конструкции углового центра могут быть предусмотрены пилы для отпиливания штапика. После сборки створок на этом же станке выполняют их обгонку по периметру.
В табл. 1 приведен перечень возможностей подобных станков.
В России угловые центры выпускают, например, ЗАО «Красный металлист» (г. Ставрополь) и ПАО «СТП-Липецкое станкостроительное предприятие». Они представляют собой комбинацию шипорезного станка ШОБ-20 и фрезерного СФП-1. В импортном оборудовании, поставляемом в Россию, преобладают станки из Италии и Германии. Современное оборудование для производства окон оснащено ЧПУ и необходимым программным обеспечением. На российском рынке представлены угловые центры производительностью 15, 30 и 60 створок в смену.
На рис. 1 изображен угловой оконный центр с ЧПУ Crafter. На этом станке нарезание шипов (одновременно на двух заготовках) выполняется при подаче каретки вперед, а нарезание контрпрофиля — при подаче каретки назад. Оборудование поставляется вместе с промышленным компьютером и программным обеспечением.
Обрабатывающий центр для крупных предприятий Wizard 4L (Чехия) предназначен для производства широкой гаммы оконных и дверных профилей. Схема обработки деталей представлена на рис. 2.
Длина шипорезного шпинделя обеспечивает производство всех оконных компонентов без постоянной смены инструмента, необходимого для выполнения определенных операций. Подвижная каретка на шипорезном модуле позволяет устанавливать длинные заготовки и обрабатывать их под углом для изготовления трех-, пяти-, шестиугольных окон.
Цех по производству оконных блоков может быть построен на базе обрабатывающего центра с вертикальным фрезерным шпинделем. На этом оборудовании следует установить механические клеммные захваты вместо обычных вакуумных присосок, что даст возможность надежно закреплять и обрабатывать прямолинейные и изогнутые брусковые детали.
На подобном обрабатывающем центре за одну установку можно выполнить весь комплекс операций по превращению чистовой заготовки в деталь оконного блока при автоматической замене и позиционировании режущего инструмента.

Рис. 3. Пресс для криволинейных сегментов к обрабатывающему центру Arcus (Чехия)

Рис. 4. Столярный стол KS 2400 (производитель – компания «УралСтан», г. Уфа)
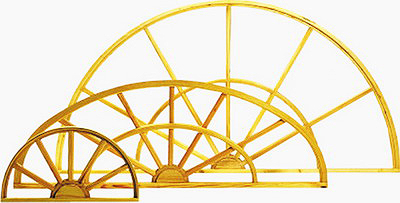
Для изготовления криволинейных окон можно использовать, например, обрабатывающий центр для арочных элементов Arcus (Чехия) с прессом для криволинейных деталей (рис. 3).
Криволинейные элементы получают фрезерованием деталей на обрабатывающем центре. Здесь же формируют на них зубчатые шипы, а сращивание выполняют на прессе. Затем срощенную деталь снова обрабатывают на Arcus. На станке также можно изготавливать дверные филенки, если использовать поддерживающий стол (опционально), который подходит и для работы в комплекте с угловыми центрами Crafter или Wizard. В интерфейсе программы, ориентированной на пользователя, оператор выбирает число сегментов, учитывая ширину материала, длину и глубину арочных элементов. Программа рассчитывает все рабочие данные для шипорезных узлов Crafter или Wizard и для станка Arcus.
Обрабатывающие центры уступают по производительности угловым центрам, но это более гибкое оборудование, что важно при производстве единичных изделий по заказу потребителя. Некоторые центры позволяют обрабатывать объемные детали, например, элементы закругления поручней лестниц.
Для постановки фурнитуры на предприятиях используют специальные столярные столы (рис. 4).
Столярный стол представляет собой массивную сварную конструкцию и предназначается для монтажа фурнитуры и нарезки штапика в створках оконных рам, снабжен пневматическим механизмом наклона стола, а также ручным усозарезным станком с независимой системой аспирации. Вертикальный шуруповерт с функцией автоматической подачи саморезов установлен на точных линейных направляющих. На столе имеются контейнеры для заготовок и карманы для фурнитуры.

Рис. 5. Монтажно-сверлильный станок для присадки под
оконную фурнитуру FCA 2400 (поставщик – компания
«Техснаб-Юг», г. Краснодар)
На рис. 5 представлен монтажно-сверлильный станок аналогичного назначения. Станок предназначен для сверления сквозных и глухих отверстий, вкручивания петель за один проход под разную фурнитуру в конструкциях окон, а также для выборки пазов под дверные петли. Обрабатываемая деталь фиксируется вертикальными передвижными пневмоцилиндрами с управлением от напольной педали. Возможна установка дополнительных обрабатывающих узлов (сверлильного с функцией вкручивания петель или фрезерного для выборки паза под дверные петли).

Для подготовки оконных створок к отделке используют специальные шлифовальные станки. На рис. 6 представлено изображение подобного станка производства немецкой фирмы Loewer.
Оконная створка жестко фиксируется на столе, а тележка движется вдоль одной стороны створки или коробки. Верхняя и нижняя поверхности обрабатываются агрегатами со шлифовальными губками. Все углубления и выступы снаружи и внутри обрабатываются шлифовальными лепестками. Затем створка вручную поворачивается на 90° и обрабатывается другая сторона изделия. Усилие прижима при шлифовании может быть слабым, средним или сильным. Число оборотов шлифовальных лепестков меняется бесступенчато.
Для выполнения крестообразных соединений оконных створок разработаны специальные станки. На рис. 7 представлены принципиальные схемы двух подобных станков.
Слева на рис. 7 показана схема малого станка, на котором заготовки за одну установку обрабатываются с трех сторон с такой точностью, которая обеспечивает абсолютно плотное прилегание деталей в крестообразном соединении оконной створки. Справа на рис. 7 приведена схема высокопроизводительного станка с электронным позиционированием режущих инструментов (до 8 шт.).

Рис. 8. Пресс RSP-2 для гнутоклееных элементов окон (производитель – компания Stegherr, Германия)
Для изготовления гнутоклееных деталей оконных створок фирма Stegherr выпускает специальный пресс (рис. 8).
В этом прессе изготавливают детали, внутренний диаметр которых 400-2500 мм, а высота 100-400 мм. Станок поставляется с комплектом стальных шаблонов разной формы.
При обработке криволинейных элементов окон используется специальный станок для фрезерования соединительных пазов (рис. 9).
В комплектации станка два профильно-фрезерных и один пазовальный узел. Фрезерование осуществляется снизу вверх при прямом и обратном ходе. Специальный захват позволяет обрабатывать диагональные горбыльки под углом от 35 до 90°.
Специальным оборудованием для производства дверей следует считать прессы для склеивания полотен щитовых дверей, станки для постановки фурнитуры, отделочное оборудование, предназначенное для отделки дверных полотен. Часто в столярно-мебельном производстве при изготовлении дверей используют специальные обрабатывающие центры.

На рис. 10 представлен пресс гидравлический для склейки дверных полотен щитовой конструкции производства завода «Днепропресс» (г. Днепропетровск, Украина).
Четырехэтажный пресс модели Д 0З37 оснащен двухсторонней механизацией загрузки и выгрузки. Загрузка заготовок и прессование выполняются на поддонах. Плиты пресса нагреваются с помощью пара или перегретой воды. Прессы могут комплектоваться автономными электропарогенераторами. Размер греющих плит — 2400 х 1100 мм при высоте промежутка между ними 70 мм.
Для присадки дверных полотен используются специальные агрегаты, например, MDK 4120 (рис. 11).
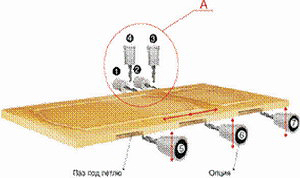
Рис. 11. Схема работы сверлильно- пазовального центра MDK 4120 (поставщик – компания «КАМИ- Станкоагрегат»)

Рис. 10. Пресс гидравлический для склейки дверных полотен Д0337
(производитель – компания «Днепропресс», Украина)
Сверлильно-пазовальный центр с ЧПУ предназначен для сверления глухих и сквозных отверстий, а также выборки пазов в коробках и дверных полотнах для последующей установки фурнитуры. Двери могут быть изготовлены как из массива древесины, так и из плит MDF. Независимые друг от друга шпиндели под управлением ЧПУ позволяют сверлить отверстия и выбирать пазы последовательно по всем плоскостям обрабатываемой детали, в соответствии с заданной программой.
Бизнес-идея: как начать оконный бизнес по производству деревянных евроокон
На одном бизнес-форуме некий человек, зарегистрированный под ником Smelzer, задал вопрос: «Очень хочется свое производство деревянных евроокон, но сильно вкладываться пока не готов. Бюджет около 1,5-2 миллионов. Опыта, к сожалению, в этом деле никакого. Весь интернет обшарил, но конкретного списка станков и оборудования так и не нашел. Планируется малое производство до 10 окон в смену, но с возможностью роста. Подскажите, как начать оконный бизнес: какие нужны станки, каких марок?».
Между тем, интерес к деревянным евроокнам в нашем обществе постепенно, но неуклонно возрастает. «Эта тенденция сохранится и в будущем, даже несмотря на высокую стоимость «дерева» по сравнению ПВХ, – считает эксперт по строительным рынкам Сергей Власенко. – Причин для этого много. Одна из них – высокая токсичность при пожарах. К тому же людям всегда хочется выделиться. Если же раньше соседи вздыхали при виде белых пластиковых окон, то теперь обращают внимание на деревянные окна со стеклопакетами».
По словам эксперта сообщества стартапов, к. э. н., доцента Игоря Малюгина, предприниматели, решившие производить деревянные евроокна, могут занять свою нишу в сегменте элитных стройматериалов. «У этого бизнеса есть хорошие перспективы в столичном регионе и в территориальных центрах, то есть там, где идет активное загородное строительство коттеджей с ценником в семь миллионов рублей и выше».
С чего начать? С поставщика древесины!
На этот вопрос специалисты отвечают просто: с выбора материала, из которого, собственно, и планируется изготавливать деревянные евроокна. «Конечно, со временем можно стать универсалом в любом деле, но при старте нужно на что-то опереться, – советует предприниматель Игорь Малкин из Поволжья. – Например, если делать окна из дуба, нужен более высокий бюджет стартапа, чем для изготовления рам из сосны». При этом никто не спорит с тем, что дерево должно быть стабилизировано по усадке при изменении влажности. Иными словами, необходимо привести к общему знаменателю стоимость исходного материала, трудозатраты на его обработку и цену, по которой планируется продавать окна.
В этом плане оптимальным деревом по соотношению цены (включая стоимость подготовки) и качества является ангарская сосна. Этот материал обрабатывается значительно легче дуба, при этом имеет высокую прочность. «Главное следить за размером годичных колес. Если они больше пяти миллиметров, то лучше не брать, – утверждает Сергей Власенко. – Бывает, что нарушается процесс сушки, но ангарская сосна всё равно не трескается. А для покупателя окна из такой древесины важно знать, что она особо устойчива к гнилостным процессам».
В принципе, можно остановиться и на других материалах, например, на той же лиственнице. Для малого бизнеса, с его небольшими объемами, скажем до 10 окон в смену, важен в первую очередь поставщик качественного материала и его репутация. «Предложений на рынке много, поэтому пришлось методом проб и ошибок найти оптимального продавца, с нормальной ценой. – делится своим опытом Игорь Малкин. – Пожалуй, это первое, что надо сделать. Так как работа с разной древесиной чревата браком и дополнительной настройкой оборудования».
Оборудование должно быть современным, а кадры – профессионалами
Одной из ошибок начинающих бизнесменов является попытка найти недорогие станки, мол, «не сталь обрабатываем». Однако точность размеров и требования к качеству заготовок в производстве деревянных евроокон в совокупности с высокой ценой древесины заставляют иначе смотреть на этот бизнес. Во всяком случае, Игорь Малюгин убежден, что без специализированных оконных обрабатывающих центров не обойтись, к примеру, таких как центр LGC-1000, который предназначен как раз для производства до 1000 м 2 оконных блоков в месяц из древесины сечением 78×86 и 68×78.
Стоимость этого оборудования оценивается в миллион рублей. В него входят два станка: шипорезный и профилирующий. Помимо этого, потребуется еще целый список дополнительного инструментария, начиная с пневмогильотины и кончая держателем окон после каждой технологической операции. При этом площадь помещений должна быть не меньше 400 м 2 . «Это серьезный бизнес для производства качественной продукции европейского стандарта, поэтому ориентироваться на личный гараж или малый полуподвал не приходится, – рассказывает Игорь Малкин. – С другой стороны, высокая добавленная стоимость евроокон позволяет рассчитывать на быструю окупаемость».
Опросы состоявшихся бизнесменов, работающих на этом рынке, говорят, что такие проекты окупаются за год-полтора. Правда, речь идет о предпринимателях с опытом. В частности, Сергей Власенко сообщил, что анализ бизнес-процессов выявил следующую закономерность. Мужчины тридцати-сорока лет, попробовавшие себя в строительстве и автосервисе, а также в производстве мебели, легче входят на этот рынок, так как они особое внимание уделяют кадрам с высокой квалификацией. А вот молодые люди, экономившие на всем, и более пожилые предприниматели, которые рассчитывают на свои руки, в массе своей оказались банкротами.
Еще кое-что о деревянных окнах со стеклопакетом
До недавнего времени, деревянные окна со стеклопакетом производились из массивного дерева. «Я был свидетелем разборок между клиентом и производителем по поводу того, что окна из массива покоробило, – рассказывает Сергей Власенко. – Мало того, что пришлось возместить убытки, так еще производителю был нанесен имиджевый ущерб, в результате которого он продал свое производство. А вот с клееным брусом таким проблем не было».
Бывает и так, что на белой деревянной раме выступают желтые пятна. «Причин может быть несколько, но самая вероятная та, что не использовался специальный промежуточный грунт, который применяется только для белого цвета. – Пишет пользователь с никнеймом krit333 из Гомеля. – Иными словами, нарушена технология покраски. Между тем необходима обработка древесины антисептиком, затем двумя слоями грунта и двумя слоями лака. И если рама красится в белый цвет, то еще наносится слой промежуточного грунта. Исправить такую проблему сложно, дешевле, наверное, будет поставить новые окна».
В целом, этот бизнес зиждется на безупречном соблюдении технологии его производства. «Мы вступаем в эру тотальных инноваций, причем даже там, где, казалось, можно обойтись и без них, – подытоживает Игорь Малюгин. – Производство деревянных евроокон относится именно к высокотехнологическому малому бизнесу, для которого высокая добавочная стоимость продукта основывается на квалификации работников и цифровом обрабатывающем оборудовании».
Производство деревянных евроокон — как начать своё дело?
Может показаться, что для начала бизнеса по изготовлению современных оконных рам со стеклопакетами много не нужно: достаточно запастись древесиной и фурнитурой, и приобрести недорогое оборудование для производства деревянных евроокон. Такое мнение правдиво лишь отчасти: комплектующие, материалы и техника – это лишь верхушка «айсберга». Для получения стабильных доходов необходимо не только обеспечить высокое качество продукции, но и придерживаться определённого технологического процесса.
Как составить бизнес план?
 Как и в любом другом бизнесе, основой основ является бизнес план производства деревянных евроокон. Не будем останавливаться на тонкостях экономических расчётов — они индивидуальны в каждом отдельном случае. Главное — определится с суммой начальных капиталовложений и реально оценить возможности по выполнению заказов.
Как и в любом другом бизнесе, основой основ является бизнес план производства деревянных евроокон. Не будем останавливаться на тонкостях экономических расчётов — они индивидуальны в каждом отдельном случае. Главное — определится с суммой начальных капиталовложений и реально оценить возможности по выполнению заказов.
С капиталом всё просто – от его размера зависит, можно ли будет сразу наладить крупное «дело», заранее закупив специальное деревообрабатывающее оборудование по производству евроокон и все необходимые материалы, или же при изготовлении деревянных переплётов, на первых порах, придётся использовать маломощный ручной инструмент и приступать к работе только после получения предоплаты. С поиском заказчиков ситуация сложнее: важно учесть и конкуренцию, и возможность получения сложных, так называемых «неформатных» заказов, и разнообразные форс-мажорные ситуации.
И хотя рентабельность производства деревянных евроокон действительно высока – при продуманном производственном процессе и соблюдении стандартов, затраты начнут окупаться уже через несколько месяцев после начала работы столярного цеха — увеличение производства, изменение ассортимента и расширение рынка сбыта оправданно только после усовершенствования производственных мощностей. А значит без специализированных станков и вспомогательного оборудования не обойтись. И выбирать технику стоит предельно внимательно.
Оборудование для обработки древесины
Станки для производства деревянных евроокон условно делятся на два типа: основные и вспомогательные. К первому относятся сушильные камеры, гидравлический пресс (вайм) и строгальное оборудование. Ко второму техника, необходимая для создания и обработки деревянных заготовок. В эту группу входят:
- фуговальный станок для калибровки профиля;
- шлифовальный станок типа ШЛПС или же калибровально-шлифовальный станок;
- фрезы для производства деревянных евроокон.
Если же планируется работать по индивидуальным ( эксклюзивным) заказам, ориентируясь исключительно на выпуск небольших партий евроокон, достаточно будет только углового обрабатывающего центра. Этот агрегат, без смены рабочего инструмента, позволяет совершать такие операции, как формирование шипов и проушин, «крой» бруса по длине, фрезеровку продольных профилей, независимо от их размера и конфигурации. Главное, чтобы древесина отвечала установленным стандартам качества.
Виды профиля и особенности его обработки

Наиболее часто используемый профиль для производства деревянных евроокон – клееный брус. К его достоинствам относятся низкая стоимость, прочность и устойчивость к деформациям. Рамы из обычного массива лиственных и хвойных пород дерева или особо ценных сортов (эвкалипта, меранти и т.п.) изготавливаются преимущественно по желанию заказчика: из-за дороговизны и сложности обработки ставить такие материалы «на поток» не выгодно.
Не смотря на популярность пластиковых стеклопакетов, евроокна из дерева пользуются особым спросом. Новейшие технологии и современное оборудование позволяют изготавливать практически идеальные оконные переплёты – не только надёжные и долговечные, но и безопасные для здоровья и окружающей среды. Именно поэтому их производство является выгодным и быстро окупаемым бизнесом.
Производство деревянных окон со стеклопакетами
Компания «Вега» поставляет в Россию, обслуживает и продаёт высокотехнологичное оборудование для обработки дерева, стекла и, в частности, оборудование для производства стеклопакетов. Если Вы интересуетесь производством деревянных окон со стеклопакетами, в этой статье Вы можете прочитать о технологии такого производства, а воспользовавшись услугами нашей компании Вы можете подобрать подходящее оборудование для производства деревянных стеклопакетов.

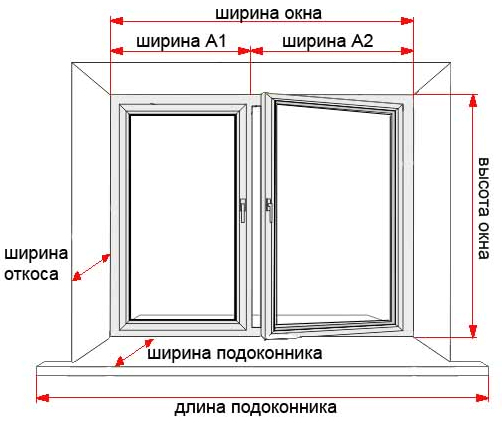
Рис. 1. Производство деревянных окон со стеклопакетами
Производство деревянных стеклопакетов
Производство деревянных стеклопакетов — иногда таким образом называют производство деревянных окон со стеклопакетами, как правильнее говорить.
Деревянное окно со стеклопакетами — это конструкция из деревянной рамы, створок, фурнитуры, уплотнителей и собственно стеклопакетов, которые являются основой светопрозрачной и энергосберегающей конструкции окна. У деревянных окон практически такая же конструкция, как конструкция пластиковых окон, поэтому отдельно о ней говорить мы не будем. А о производстве стеклопакетов, мы также писали ранее в отдельной статье.
Деревянные стеклопакеты отличаются от пластиковых — по эксплуатационным характеристикам и цене.
Деревянные стеклопакеты производятся из экологически чистого, дышащего, не вызывающего аллергию материала. Они способны создать особую атмосферу, присущую русскому деревянному дому. Деревянные рамы и створки обладают высокой прочностью и жаростойкостью, но также — и некоторой усадкой, тяжелы, стоят дороже металлопластиковых рам и створок.
Современная технология производства деревянных стеклопакетов, позволяет добиться превосходных практических характеристик деревянного окна по сравнению с металлопластиковыми конструкциями. Так что вопрос для конечного пользователя может заключаться только в личном предпочтении и цене, а также в градостроительных и охранных правилах, которые диктуют применение того или иного материала в конкретных случаях строительства и ремонта. Но речь сейчас не об этом.
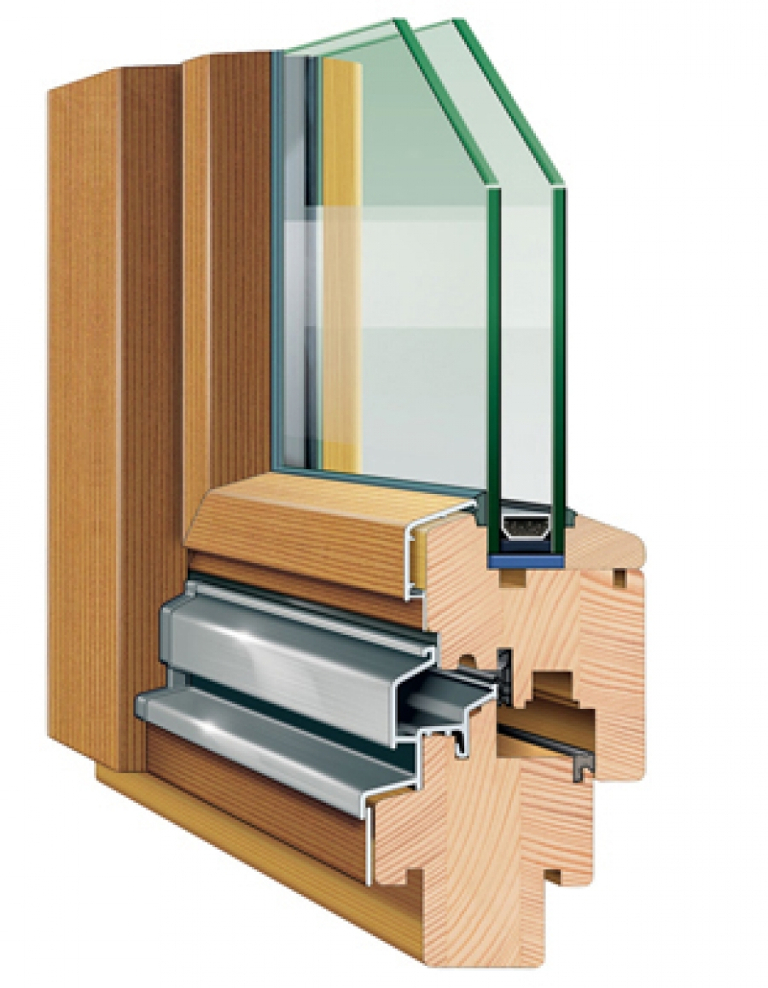
Рис. 2. Производство деревянных окон со стеклопакетами
Как производят деревянные окна под стеклопакеты
Материал. Деревянные окна под стеклопакеты производят, чаще всего, из клееного трёхслойного бруса с сечением 83×78 мм, или чуть меньше. Клееный брус производится из северных пород сосны, дуба или лиственницы. Окорённые деревья сначала распиливаются на доски с радиальным или полурадиальным распилом (из центральной части стволов, с углом наклона годовых колец 60-90° или более 45°). Потом эти доски сушатся до 8-18 % влажности. Высушенные доски строгаются, потом сортируются по прочности, затем от них отпиливают дефектные участки вручную или автоматически. На торец каждой хорошей доски наносятся зазубрины. Потом эти доски склеиваются по длине под давлением в ламели нужной длины. Ламели покрываются клеем, складываются в три слоя и прессуются до высыхания клея. Готовый клееный трёхслойный брус исключает большую усадку, как у цельного бруса, обеспечивает лучшие прочностно-эксплутационные, энергосберегающие свойства, жаростойкость и прекрасно подходит для столярных изделий.

Рис. 3. Производство деревянных окон со стеклопакетами
Этапы производства деревянных окон со стеклопакетами
- Берём брусья и проверяем их на соответствие стандартам.
- Каждый брус калибруем и стругаем на четырёхстороннем деревообрабатывающем станке;
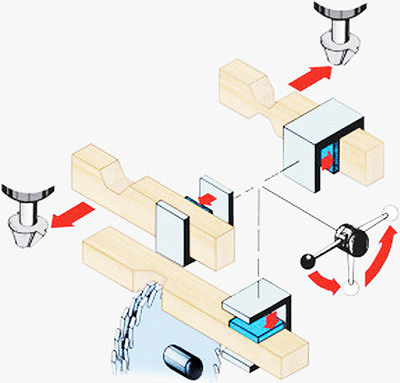
- Брусьям нужно придать профиль рамы и створок, а для того чтобы брусья можно было соединить, нужно сделать в них шипы и проушины, по которым и склеивается окно. Для этого брусья надо обработать на фрезеровочном станке;
- Аналогичным образом потребуются отверстия и вырезы для фурнитуры, которые проделываются на сверлильных станках для стекла и сверлильно-присадочных;
- Готовые профили покрывают клеем в местах соединений и склеивают на прессе под давлением, а швы покрывают герметичным составом;
- Окна шлифуются на шлифовальном станке. Окна осматриваются визуально и вручную шлифуются до идеально гладкого состояния;
- Окна окунаются в антисептический, грунтующий состав и поступают на сушку, после чего снова окуриваются вручную, от встревоженных влагой участков древесины. Далее окна окрашиваются с обеих сторон. Причём, с каждой стороны их можно покрасить своим цветом, чтобы интерьер и экстерьер помещений гармонировал с окнами. Для этого окно красят с каждой стороны отдельно, защищая обратную часть малярной плёнкой. После покраски окна поступают в сушку;
- Устанавливается фурнитура, створки подвешивают на раму;
- В створки вставляются стеклопакеты и закрепляются с помощью штапика, который в свою очередь закрепляется пневматическим пистолетом со шпильками. Зазоры между стёклами и створками уплотняются силиконом, наносимым так же с помощью пневмопистолета.
Также на окна устанавливаются дополнительные декоративные накладки, а с внешней стороны для водоотведения часто устанавливаются металлические накладки, чтобы защитить дерево от влаги и растрескивания.

Рис. 4. Производство деревянных окон со стеклопакетами
Оборудование для производства деревянных окон со стеклопакетами
Вы можете выбрать и приобрести оборудование для стеклообработки, деревообработки и производства стеклопакетов на нашем сайте. Делайте свой выбор и звоните нам, если Вы решили открыть свой собственный бизнес по производству деревянных окон со стеклопакетами.