Основные этапы изготовления деревянных окон

Независимо от породы древесины исходное сырье, из которого потом будет делаться евробрус, должно быть высушено до определенной кондиции. Эта процедура выполняется в специальной камере, куда помещаются пиломатериалы. Там древесина под высоким давлением пропаривается, подвергается вакуумной обработке и высушивается под воздействием повышенной температуры. На текущий момент используется три режима сушки:
- форсированный – сопровождается потемнением древесины и уменьшением ее прочности, которая может снизиться на 20%;
- стандартный (нормальный) – позволяет сохранить все основные характеристики сырья, не влияет на прочность пиломатериалов, но провоцирует незначительное изменение цвета древесины;
- мягкий – дерево сохраняет неизменными цвет, свойства и высокую прочность.
До и после процедуры сушки, после которой влажность древесины снижется до уровня 8-10%, пиломатериалы хранятся на специальных складах. В таких помещениях создается и поддерживается климатический режим, позволяющий дереву сохранять свои характеристики. Перед заказом окон рекомендуется поинтересоваться, каким способом была высушена древесина. Самый лучший – мягкий, а наиболее дешевый – форсированный.
Второй этап – изготовление бруса
При множестве достоинств натурального дерева у изделий из него всегда отмечались некоторые недостатки – деформации и кручение, а также появление трещин в самых неожиданных местах. Этот фактор негативно сказывался на имидже материала.
Сегодня в этом плане все изменилось – чтобы конструкция деревянного окна оставалась стабильной в течение всего срока его эксплуатации, производители стали применять евробрус. Эти профилированные элементы обладают всеми достоинствами натуральной древесины и вместе с тем лишены основных природных недостатков. Для получения такого материала исходное сырье должно пройти несколько этапов обработки:
- После «процедур» в сушильной камере доски еще раз проверятся на наличие природных дефектов. В ходе этого мероприятия удаляются все смоляные карманы, сучки, гниль, раковины, трещины и т.д.;
- Оставшиеся дощечки (делянки), на которых не было обнаружено ни одного изъяна, обрабатываются с торцевых краев на фрезерном оборудовании и сращиваются между собой в длину;
- Полученным путем сращивания ламелям придается на строгальном станке единая толщина – от 22 до 30 мм;
- После первичной обработки ламели склеивают между собой в цельный брус таким образом, чтобы годовые кольца у двух соседних элементов одной детали расходились в разные стороны – это обеспечивает высокую упругость и позволяет компенсировать возможные деформации;
- В некоторых ситуациях к боковым торцам уже срощенного бруса приклеиваются еще и продольные ламели, что позволяет дополнительно улучшить характеристики полученных заготовок;
- Полученные бруски обрабатываются на фрезеровальных станках, благодаря чему приобретают форму профиля, полностью готового к резке и сборке оконных конструкций;
- Завершающая процедура – предварительная шлифовка профилированного евробруса.
Обычно для получения бруса используют 3 слоя ламелей. Однако для более дорогих моделей с широкими рамами возможно увеличение количества слоев до 5. Модели стандарт- и премиум-класса изготавливают из бруса, который с лицевых сторон имеет цельные ламели.
Третий этап – изготовление оконных блоков
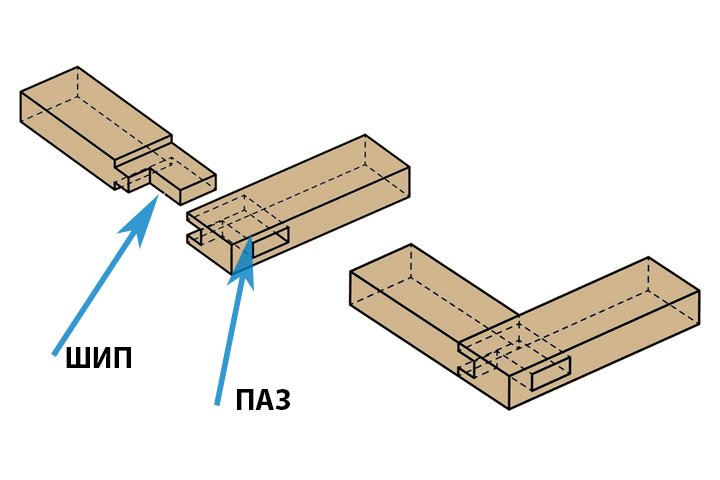
После прохождения процедуры профилирования евробрус раскраивается на детали требуемых размеров и затем шлифуется. На концах заготовок на фрезерном станке вырезаются формы под замковое соединение «шип-паз», которое считается самым надежным. После этой процедуры можно начинать сборку составных элементов оконного переплета:
- активных створок;
- форточек;
- фрамуг;
- оконных рам.
Четвертый этап – окрашивание элементов оконных конструкций
Перед непосредственным нанесением лакокрасочного покрытия все элементы оконных конструкций пропитываются антисептиком. Также возможна дополнительная обработка огнеупорными составами, которые повышают класс пожаробезопасности окон. Затем на поверхность изделий со всех сторон наносится грунтовка, заполняющая поры в структуре дерева. После этих процедур детали окон готовы к покраске. Предварительно все элементы еще раз внимательно осматривают, чтобы убедиться в отсутствии дефектов.
По современным стандартам качественное декоративное покрытие должно обязательно иметь защиту от ультрафиолета. Оно наносится в несколько этапов путем равномерного распыления на поверхность дерева. Кистями сегодня уже никто не пользуется.
Самое лучшее качество достигается при окрашивании в герметичных камерах под высоким давлением либо в условиях искусственно созданного вакуума. Оптимальная толщина слоя лакокрасочного покрытия – 200 микрон. Чтобы на поверхности окон не оказалось подтеков и шероховатостей, защитно-декоративное покрытие наносится в несколько этапов. После полного высыхания каждого слоя выполняется процедура шлифовки.

Пятый этап – интеграция уплотнителей и фурнитуры
Обычно пред монтажом фурнитуры вклеивают эластичные профили уплотнения. Они вставляются в специально подготовленные пазы и прижимаются по периметру створок, форточек и фрамуг, а также периметрам световых проемов. Затем на автоматическом стенде или вручную с использованием шаблонов выполняется обвязка створок фурнитурой и прикручиваются ручки. С внутренней стороны световых проемов на рамах фиксируются ответные планки, элементы петлевой группы и микролифты. После выполнения этих процедур активные элементы оконных конструкций готовы для навешивания на раму.

Шестой этап – установка стеклопакетов
Это один из самых важных этапов изготовления деревянных окон. В отличие от пластиковых окон при монтаже стеклопакетов в деревянных моделях используются не стандартные уплотнительные контуры, а герметик из прозрачного силикона. Он наносится по периметру на внутреннюю поверхность рам и створок и внешнюю сторону стеклопакета, который затем прижимается штапиками.
Герметичность конструкций от применения такой технологии не снижается. Для оснащения деревянных окон сегодня производители активно используют несколько видов стеклопакетов.
| Вид | Основные свойства |
|---|---|
| Энергоэффективные | Уменьшают на 38-40% суммарные теплопотери зимой и помогают летом сэкономить на кондиционировании. Рекомендованы для применения в жилых, коммерческих и производственных зданиях на всей территории РФ |
| Ударопрочные и бронированные | Имеют разный уровень безопасности и необходимы для установки на первых и последних этажах, а также в комнатах, в где регулярно бывают и проживают дети |
| С электроподогревом | Создают тепловую завесу, растапливают снег и не дают образовываться наледи. Используются при остеклении поемов с большой площадью и интегрированных в кровлю окон |
| Витражные | Украшают окна и снижают интенсивность потоков естественного света, а также обеспечивают конфиденциальность |
| Витражные | Изготавливают из рефлекторных или тонированных в массе стекол |
| Огнестойкие | В зависимости от комплектации способны выдерживать от 15 до 90 минут воздействие высоких температур и пламени |
| Стандартные | На текущий момент считаются морально устаревшими моделями и используются на объектах, где не предъявляются высокие требования к энергосбережению |
Стеклопакеты могут иметь от одной до трех воздушных или заполненных инертным газом камер. Каждая дополнительная камера приблизительно на 40% увеличивает вес конструкции. Также к утяжелению приводит использование триплекса, подробнее о котором можно узнать в обзоре на ОкнаТрейд.
 Технологии производства деревянных евроокон
Технологии производства деревянных евроокон
 Технологии производства деревянных евроокон
Технологии производства деревянных еврооконДеревянные окна в соответствии с европейскими стандартами изготавливаются из сосны, лиственницы или дуба. Однако «на заказ» можно изготовить окно из любой породы дерева, включая тик, бук, ясень или даже комбинированный брус.
 Самым популярным материалом является, конечно, сосна. Её древесина достаточно долговечна, имеет естественную смолянистую защиту и общедоступна. Более твёрдые породы дерева конечно меньше подвержены воздействию влаги и температурных изменений, но и стоят в несколько раз дороже. Однако при грамотном подходе сосна показывает вполне приемлемые потребительские качества, имеет презентабельный вид и вполне может соперничать с другими, более именитыми породами. Цвет у обработанной сосны желтовато-белый. Что позволяет, имитируя другие породы окрасить готовое изделие практически в любой цвет, сохранив при этом неповторимую и уникальную на каждом окне фактуру натурального дерева. Конечно, сосна обладает наименьшей плотностью и прочностью, она не прощает небрежное отношение, удары и царапины. Зато иногда её недостаток оборачивается преимуществом. Створки рамы легче и соответственно ниже нагрузки на фурнитуру, что способствует долгой и безотказной работе.
Самым популярным материалом является, конечно, сосна. Её древесина достаточно долговечна, имеет естественную смолянистую защиту и общедоступна. Более твёрдые породы дерева конечно меньше подвержены воздействию влаги и температурных изменений, но и стоят в несколько раз дороже. Однако при грамотном подходе сосна показывает вполне приемлемые потребительские качества, имеет презентабельный вид и вполне может соперничать с другими, более именитыми породами. Цвет у обработанной сосны желтовато-белый. Что позволяет, имитируя другие породы окрасить готовое изделие практически в любой цвет, сохранив при этом неповторимую и уникальную на каждом окне фактуру натурального дерева. Конечно, сосна обладает наименьшей плотностью и прочностью, она не прощает небрежное отношение, удары и царапины. Зато иногда её недостаток оборачивается преимуществом. Створки рамы легче и соответственно ниже нагрузки на фурнитуру, что способствует долгой и безотказной работе.
 Лиственница является крепкой, но достаточно проблемной породой. Её поверхность очень твёрдая, что наиболее важно для подоконников, регулярно испытывающих ударные воздействия. А вот как материал для оконных рам она очень сложна. Высокая смолистость приводит к тому, что под воздействием солнечного тепла (обычное дело для окна) внутреннее давление смол может разрушить лаковый слой. В целях исключения выделения смолы изделия из лиственницы в обязательном порядке проходят весьма дорогостоящую обработку изолирующим грунтом, что не всегда оправданно с финансовой стороны. Однако лиственница просто незаменима для изготовления окон в помещениях с высокой температурой и влажностью, банях и саунах.
Лиственница является крепкой, но достаточно проблемной породой. Её поверхность очень твёрдая, что наиболее важно для подоконников, регулярно испытывающих ударные воздействия. А вот как материал для оконных рам она очень сложна. Высокая смолистость приводит к тому, что под воздействием солнечного тепла (обычное дело для окна) внутреннее давление смол может разрушить лаковый слой. В целях исключения выделения смолы изделия из лиственницы в обязательном порядке проходят весьма дорогостоящую обработку изолирующим грунтом, что не всегда оправданно с финансовой стороны. Однако лиственница просто незаменима для изготовления окон в помещениях с высокой температурой и влажностью, банях и саунах.
Изделия из дуба являются элитным вариантом деревянных евроокон. Древесина дуба ценится не только за красоту, но и за прочность и твёрдость. Окна из дуба исправно служат десятки лет в самых жёстких условиях и при минимальном уходе. Разумеется, дубовый брус дорог, но роскошь дубовых окон того стоит. Древесина дуба обладает великолепной природной фактурой, поэтому такие окна покрываются прозрачным лаком. Иногда лёгкое тонирование продиктовано сочетаемостью с другими элементами интерьера, такими как дубовый паркет, мебель или отделка стен. Дубовые окна всегда являются украшением жилья и свидетельством статуса владельца.
Особенности окраски
 Немаловажным фактором надёжности деревянного евроокна является тип краски или лака, которыми вскрывается рама. Все знают, что дерево «дышит», то есть вбирает и теряет влагу, а также изменяет свои размеры в зависимости от температуры. При этом между волокнами образуются микротрещины, которые могут накапливаться, создавая напряжения. Именно поэтому столь плохо переносят перепады погоды окрашенные обычной краской старые деревянные окна, изготовленные из обычного строганого бруса. Они быстро стареют и требуют постоянного ремонта, иначе уже через несколько лет могут полностью выйти из строя. Современные лакокрасочные материалы призваны надёжно защищать древесину от любых внешних воздействий.
Немаловажным фактором надёжности деревянного евроокна является тип краски или лака, которыми вскрывается рама. Все знают, что дерево «дышит», то есть вбирает и теряет влагу, а также изменяет свои размеры в зависимости от температуры. При этом между волокнами образуются микротрещины, которые могут накапливаться, создавая напряжения. Именно поэтому столь плохо переносят перепады погоды окрашенные обычной краской старые деревянные окна, изготовленные из обычного строганого бруса. Они быстро стареют и требуют постоянного ремонта, иначе уже через несколько лет могут полностью выйти из строя. Современные лакокрасочные материалы призваны надёжно защищать древесину от любых внешних воздействий.
 Профессионалы деревообработки предпочитают сегодня использовать для отделки евроокон системы покрытий Zowosan (Германия). Это составы на водной основе и являются экологически безопасными, не наносящими вреда здоровью. Однако это действительно профессиональные многокомпонентные окрасочные материалы, работать с которыми без соответствующего опыта и оборудования весьма проблематично. Да и стоят они совершенно других, нежели разрекламированные бытовые ЛКМ, денег. Особенностью материалов Zowosan являются исключительные характеристики покрытий. Внешне прочный и твёрдый при механическом воздействии окрасочный слой на самом деле является очень эластичным и не разрушается при любых изменениях основы. При этом такая плёнка не консервирует раму, а «дышит» вместе с деревом и не мешает выходу водяных паров. Окна с подобной обработкой долгое время не требуют повторной окраски и надёжно защищены от любых воздействий внешней среды.
Профессионалы деревообработки предпочитают сегодня использовать для отделки евроокон системы покрытий Zowosan (Германия). Это составы на водной основе и являются экологически безопасными, не наносящими вреда здоровью. Однако это действительно профессиональные многокомпонентные окрасочные материалы, работать с которыми без соответствующего опыта и оборудования весьма проблематично. Да и стоят они совершенно других, нежели разрекламированные бытовые ЛКМ, денег. Особенностью материалов Zowosan являются исключительные характеристики покрытий. Внешне прочный и твёрдый при механическом воздействии окрасочный слой на самом деле является очень эластичным и не разрушается при любых изменениях основы. При этом такая плёнка не консервирует раму, а «дышит» вместе с деревом и не мешает выходу водяных паров. Окна с подобной обработкой долгое время не требуют повторной окраски и надёжно защищены от любых воздействий внешней среды.
Техническая часть
 Современные деревянные окна могут быть самой различной формы: прямоугольные, арочные, круглые. Их надёжность в общем-то не зависит от конфигурации. Определяющим требованием тут является архитектура фасада. Необходимо лишь избегать слишком широких створок, которые создают дополнительные нагрузки и снижают надёжность работы фурнитуры.
Современные деревянные окна могут быть самой различной формы: прямоугольные, арочные, круглые. Их надёжность в общем-то не зависит от конфигурации. Определяющим требованием тут является архитектура фасада. Необходимо лишь избегать слишком широких створок, которые создают дополнительные нагрузки и снижают надёжность работы фурнитуры.
Фурнитура это не только ручки, петли и замки. Фурнитура в деревянных окнах это сложный механизм запирания, включающий в себя почти сотню деталей и элементов. От её надёжности и качества зависит срок службы всего окна. Для производства высококачественных евроокон чаще всего используют фурнитуру «Maco» или «Roto». Заявить, что одна из этих марок предпочтительнее, нельзя. Конкретный производитель окон чаще всего работает с каким-то одним брендом, зато досконально знает все особенности механизмов и их настройки.
 Чаще всего в деревянных евроокнах устанавливают двухкамерные стеклопакеты, которые вполне соответствуют требованиям по теплосбережению. Конечно, увеличение количества стекол обеспечивает повышение теплозащиты и звукоизоляции оконного блока. Однако далеко не каждый производитель окон способен предусмотреть значительное увеличение веса створки, что при неграмотном подходе может привести к поломке фурнитуры. При желании повысить показатели теплосбережения можно путём использования низкоэмиссионных энергосберегающих стёкол. Кроме того под заказ выполняется тонирование окна, установка матового или противоударного триплексного стекла, декоративной раскладки.
Чаще всего в деревянных евроокнах устанавливают двухкамерные стеклопакеты, которые вполне соответствуют требованиям по теплосбережению. Конечно, увеличение количества стекол обеспечивает повышение теплозащиты и звукоизоляции оконного блока. Однако далеко не каждый производитель окон способен предусмотреть значительное увеличение веса створки, что при неграмотном подходе может привести к поломке фурнитуры. При желании повысить показатели теплосбережения можно путём использования низкоэмиссионных энергосберегающих стёкол. Кроме того под заказ выполняется тонирование окна, установка матового или противоударного триплексного стекла, декоративной раскладки.
Монтажные моменты
 Если планируется общий ремонт, окна устанавливаются после завершения всех черновых работ, но до начала окончательной внутренней отделки. После установки их заклеивают полиэтиленовой плёнкой. Во избежание попадания в запорные механизмы мелкого мусора, который всегда присутствует при строительных работах, желательно держать створки в закрытом положении. Если старые окна просто меняются на новые, беспокоиться вообще не о чем. Современные технологии установки откосов и квалификация монтажников позволяют сохранить обои нетронутыми даже вблизи оконных проёмов. Устанавливать деревянные окна можно и зимой, главное чтобы температура воздуха снаружи была не ниже -10°С для не отапливаемых помещений и -20°С для отапливаемых. Во время проведения работ по монтажу оконный проем остается открытым около получаса. Так что помещение не успевает сильно выстудиться и внутренней отделке и мебели ничто не угрожает.
Если планируется общий ремонт, окна устанавливаются после завершения всех черновых работ, но до начала окончательной внутренней отделки. После установки их заклеивают полиэтиленовой плёнкой. Во избежание попадания в запорные механизмы мелкого мусора, который всегда присутствует при строительных работах, желательно держать створки в закрытом положении. Если старые окна просто меняются на новые, беспокоиться вообще не о чем. Современные технологии установки откосов и квалификация монтажников позволяют сохранить обои нетронутыми даже вблизи оконных проёмов. Устанавливать деревянные окна можно и зимой, главное чтобы температура воздуха снаружи была не ниже -10°С для не отапливаемых помещений и -20°С для отапливаемых. Во время проведения работ по монтажу оконный проем остается открытым около получаса. Так что помещение не успевает сильно выстудиться и внутренней отделке и мебели ничто не угрожает.
Необходимо понимать, что деревянные окна будут верой и правдой служить несколько десятилетий лишь при условии проведения несложного, но регулярного обслуживания. Всю механическую часть и резиновые уплотнители необходимо обрабатывать соответствующими смазочными составами. Любые лакокрасочные покрытия под влиянием погодных условий и воздействия ультрафиолетового излучения за год теряют в среднем 0,01 мм своей толщины, что приводит к снижению их защитных свойств. Поэтому окраску приходится периодически восстанавливать ежегодным нанесением специальных косметических эмульсий. Такая обработка обычно производится при мойке окон. При этом своевременный уход даёт возможность продлить «жизнь» окну из дерева на долгие годы.
Деревянные стеклопакеты: технология изготовления

Деревянные окна изготавливают, как правило, из клееного бруса влажностью не более 12%. Это более качественный материал, чем простой массив древесины благодаря меньшей склонности к деформированию и изменению геометрии готового изделия.
Кроме этого, при изготовлении клееного бруса доски или ламели проходят отбраковку, так что в материале гарантированно отсутствуют места, содержащие гниль или трещины.
Технология изготовления деревянных окон состоит из нескольких операций.
Изготовление окон
Резка бруса на заготовки определенного сечения и длины.

Обработка заготовок на фрезерных станках. В результате получаются профилированные элементы рам и створок с пазами по длине и с торцов.
Сборка рам и створок из профилей.

Шлифовка и грунтовка окна – в качестве подготовительных операций к покраске.
Вырезка (фрезерование) посадочных мест под фурнитуру.

Пропитка окна водоотталкивающими и антисептическими составами.
Покраска и сушка.

Установка стеклопакетов и фурнитуры, навешивание створок.

Соединение профилей в углах при сборке рам и створок может осуществляться двумя способами – шипом и механическим. В первом случае профили, имеющие с торцов ряд шипов и пазов, соединяются с помощью клея.
При механическом способе соединение производится посредством стальных, деревянных или пластиковых втулок-штифтов, запрессовываемых в углы с двух сторон.

В деревянных окнах могут использоваться системы затворов без импоста (перегородки между створками). Затворный механизм в этом случае устанавливается прямо в створки, что позволяет им соединяться непосредственно друг с другом.
Используемые стеклопакеты могут иметь различные виды стекол – обычные, триплекс, зеркальные, энергосберегающие, тонированные, матовые.
Установка деревянных окон
Есть два способа установки окон – сквозной и с помощью монтажных пластин. Первый способ является универсальным, подходящим как для деревянных, так и пластиковых окон.
Суть его состоит в том, что рама устанавливается в проем на опорные колодки с обеспечением зазора со всех сторон и крепится по периметру рамными дюбелями изнутри проема.

Перед тем как приступить к монтажу рамы сквозным способом, с нее необходимо снять съемные створки и вынуть из глухих створок стеклопакеты. По периметру рамы (снаружи или изнутри) сверлятся отверстия под дюбеля с расстоянием между ними не более 800 мм и отступлением от углов 150-250 мм.

Затем рама вставляется в проем на опорные колодки. С боков устанавливаются дистанционные прокладки, обеспечивающие фиксацию окна в проеме и зазор между рамой и откосами не менее 5-8 мм. После этого проверяется вертикальность установки окна. Отклонение от вертикали в обеих плоскостях должно быть не более 1,5 мм на 1 м длины.

Производится сверление отверстий в откосах через отверстия в раме. При этом должна быть обеспечена достаточная глубина сверлений: для бетона, кирпича и дерева – не менее 40 мм, для ячеистого бетона – не менее 60 мм.
Крепление окна осуществляется с помощью дюбелей, пропущенных в отверстия изнутри рамы. Усилие зажима должно быть достаточным для надежного крепления, но не превышать значений, при которых может наступить деформация рамы.

Зазор между рамой и проемом заполняется мелкопористой монтажной пеной и гидроизолируется пленкой с двух сторон: паронепроницаемой – изнутри, паропроницаемой – снаружи, таким образом деревянные стеклопакеты прослужат достаточно долго.
В заключение устанавливают подоконники и откосы, вставляют стеклопакеты, навешивают створки, регулируют фурнитуру.
Обнинские деревянные ЭкоОкна от производителя
Пожалуй, цеха, где производятся деревянные изделия — самые ароматные на свете. Здесь пахнет, как в лесу, только намного сильнее. Что же вам, как потенциальным покупателям, нужно знать про особенности производства деревянных окон?
Начнем с того, что сделать качественное деревянное окно могут только настоящие мастера и знатоки своего дела. Изготовление изделия из древесины – это кропотливый, трудоемкий процесс, требующий не только мастерства, но и любви к дереву как таковому. Если пластиковые окна «штампуются» практически без участия человеческих рук, то деревянное окно требует к себе постоянного внимания людей.
Этап 1 — отборка качественного бруса
Сначала для будущего деревянного евроокна отбирается качественный брус. Здесь очень важно сразу же «отбраковать» материал, который может спровоцировать проблемы.Брус для будущего окна должен быть «без сучка, без задоринки».
Этап 2 — станочная обратобка
Дальше брус обрабатывается на сверхточных станках. Именно на этом этапе дерево «превращается» в окно, которое в дальнейшем приводится к идеальной геометрической форме.
Этап 3 — ручная обработка
После «станочной» обработки за изделие берется человек. Раму придирчиво оценивает технолог. По результатам его экспертизы вручную производятся доработки. И только когда изделие будет идеально по форме, его отправляют в покрасочный цех.
Этап 4 — покраска
Покраска деревянных окон — сложнейшее дело, которому предшествует немало подготовительных работ: например, дерево окунается в раствор пропитки-антисептика. Раствор выполняет следующие функции:
- обеспечивает защиту от биологического поражения древесины;
- совершенствует впитывающие способности мягких пород древесины, чтобы следующий слой грунтовки ложился ровнее.
Вы можете узнать подробнее о процессе покраски деревянных окон.
Этап 5 — установка фурнитуры и стеклопакетов
После прохождения всего технологического процесса покраски изделие направляется на завершающий этап установки фурнитуры и стеклопакетов.
Соблюдение ГОСТ
ГОСТ при выполнении всех работ соблюдается от А до Я, поэтому к качеству деревянных евроокон вопросов никогда нет.
Закажите наши деревянные окна и они будут служить на протяжении десятилетий, заботясь о Вашем здоровье и здоровье Вашей семьи.
5 правил выбора деревянных евро окон
Ассортимент деревянных евро окон, предлагаемых владельцам недвижимости, довольно велик. Давайте попробуем определить основные правила выбора этих изделий.
Что выбрать — подоконник для деревянного евро окна на заказ или готовую конструкцию?
Многих это вопрос ставит в тупик. Ошибочно отдавать предпочтение готовым подоконникам для деревянных евро окон только из-за их низкой цены.
Установка деревянных оконных плоскостей (подоконников, откосов)
Поставленные заказчиками задачи по части деревянных евро окон наша компания решает комплексно. Именно по этой причине, помимо изготовления и установки евро окон из различных пород древесины, мы предлагаем производство и монтаж деревянных откосов и подоконников к ним.
Как купить деревянные евро окна?
Для начала необходимо представить, как будет выглядеть ваше окно. После этого сообщить замерщику выбранную вами породу дерева, количество и тип створок (глухие, поворотные, откидные), материал для подоконника и его размеры.
Технология производства деревянных окон европейского стандарта
Деревянные окна – многовековая традиция, к которой мы привыкли. Они придают тепло интерьеру дома и создают неповторимый уют. Хорошо сочетаются с мебелью, дверьми и паркетом, несут в себе классическую изысканность и функциональность.
Современный потребитель, пресытившись стандартными окнами ПВХ, всё чаще делает выбор в пользу деревянных конструкций. Именно поэтому многие фирмы, занимающиеся светопрозрачными конструкциями, оснащают свои производства дополнительным оборудованием.
В нашем материале мы расскажем, чем обусловлена эта тенденция, как выглядит процесс производства деревянных евроокон и опишем набор оптимального оборудования для их изготовления.
Преимущества деревянных окон
Во-первых, они надежно защищают от шума, сквозняков и удерживают тепло, регулируют уровень влажности в помещении. Во-вторых, благородны и красивы. В-третьих, требуют минимального ухода, долговечны (50 лет и более). Наконец, в-четвертых, стойки к вредным воздействиям, пожаробезопасны.
Теперь подробнее о причинах, обуславливающих выбор деревянных окон из клееного оконного бруса.
Эстетичность – окна из дерева придают уют, создают ощущение продуманности интерьера и завершенности стиля при обустройстве жилья.
Теплозащита – современные конструкции деревянных оконных рам удовлетворяют всем требованиям по теплоизоляции, звукоизоляции и защите от атмосферных осадков.
Экологичность – в случае пожара древесина не выделяет ядовитые газы, чего не скажешь про пластиковые окна. Окна окрашиваются экологически чистыми водорастворимыми красками, причем практически в любой цвет.
Прочность – деревянные окна из клееного бруса характеризуются устойчивостью формы и невосприимчивостью к влиянию температуры. Клееный брус на 80% прочнее и на 40% жестче обычного цельного бруса.
Долговечность – при надлежащем уходе окна, выполненные из клееного оконного бруса, практически вечны.
В настоящее время окна делаются из 4-х видов дерева, каждый из которых имеет свои особенности: из лиственницы (прочные, водостойкие, гипоаллергенные), из дуба (долговечные, солидные, очень прочные), Дерево-алюминиевые (надежные, долговечные, доступная комбинация), из сосны (недорогие, легкие, паропроницаемые).
Технология производства

Изготовление деревянного окна – процесс трудоемкий и высокотехнологичный. Чтобы получить качественную конструкцию, используются новейшие станки для деревянных окон, высококачественные материалы, а также современные методы работы с древесиной.
Основным материалом для окон в наше время является клееный деревянный брус. Технология его производства гарантирует прочность изделию, а также дает возможность избежать искривления коробки и створок. Почему клееный брус, а не массив? Всё просто: он устойчивее к деформациям, его не «ведет».
При производстве деревянных окон используется трехслойный склеенный брус. Это делает раму очень прочной. Толщина бруса должна быть не менее 78 мм. Иначе деревянная рама будет недостаточно защищать помещение от холода. Так же древесина не должна содержать сучков и сердцевины дерева, верхние ламели должны быть радиального или полурадиального распила, что дает устойчивость к разбуханию от влаги.
Очень важным критерием является качество сушки древесины и ее дальнейшая обработка. При повышенной влажности дерево может повредиться. Для того чтобы избежать этого перед покраской материал обрабатывают специальными защитными грунтами, а затем краской на водной основе, что, кстати, совсем не мешает «дышать» дереву через поры.
После просушки и подготовки брус распиливается на заготовки и калибруется для обеспечения его определенного сечения. На данном этапе производства делаются шиповые соединения, которые необходимы для дальнейшей сборки конструкции. Так же фрезеруется внутренний профиль под стеклопакет на створках. На следующем этапе все составляющие собираются в коробки и створки. Теперь фрезеруется внешняя поверхность на створках – под фурнитуру и уплотнитель, а на коробках – для пены и под подоконник. После сборки произведенного изделия и его фрезеровки происходит шлифовка, которая производится как на станке, так и вручную.
После покраски и полного высыхания окна поступают в фурнитурный отдел. На данном этапе производства устанавливаются такие необходимые элементы как петли, фурнитура, уплотнители, водоотводные бортики и, конечно, стеклопакет.
После соединения всех деталей собираются вместе створки в коробке, навешиваясь на петли. Затем, окно подгоняется, чтобы все его части правильно и легко двигались.
Оборудование
Чтобы получить качественное изделие, потребуется много труда. Кроме работы мастеров, нужно специальное оборудование для производства окон. Практически все этапы проходят на разных станках. Именно поэтому от правильно подобранного оборудования зависит конечный результат.
Оптимальная площадь для цеха по производству деревянных окон должна быть не менее 15х30 м. Минимальный состав оборудования следующий:
 Оконный обрабатывающий центр (например, LGC-1000) для зашиповки и профилирования деталей створок и коробок окна.
Оконный обрабатывающий центр (например, LGC-1000) для зашиповки и профилирования деталей створок и коробок окна.
Дополнительное оборудование
Режущий инструмент для окон сечением 78х86 мм из 16 комплектов фрез (например, OMAS, Италия).
Комплект инструмента для импоста и балконной рамы.
Пресс пневматический (например, VPS-100) для сборки коробок и створок окон.
Камера покрасочная (например, КЕ-2000) для окраски рам.
Торцовочный станок для черновой торцовки бруса на заготовки.
Горизонтальный сверлильно-пазовальный станок для фрезерования пазов под установку горизонтальных и вертикальных поперечин.
Ленточный плоскошлифовальный станок для шлифования собранных коробок и створок.
Необходимые средства малой механизации
Компрессор высокого давления для окраски окон.
Пневмоинструмент для забивания гвоздей (при креплении штапика к створке).
Пневмоинструмент для силиконирования.
Пневмогильотина (для торцовки водоотлива точно по размеру).
Электродрели для установки фурнитуры и для сборки окон.
Электрошуруповерт для установки фурнитуры.
Шлифовальные машинки.
Столы для предварительной сборки окон.
Столы для промежуточной шлифовки, шпаклевки окон при покраске.
Специальные держатели окон для расположения, хранения окон после каждой технологической операции.
Как уже было сказано выше, основным оборудованием является обрабатывающий центр, в состав которого входят два станка: шипорезный и профилирующий. Производительность такого центра в среднем не менее 1000 м 2 оконных блоков в месяц сечением 78*86 мм и 68*78 мм. Цена нового около 1 млн рублей. Б/у центр можно приобрести от 700 тысяч рублей. Однако к выбору поставщика здесь нужно подходить очень серьезно. Техника хотя и б/у, но цена достаточно высока. Не прогадайте.
В качестве альтернативы оконному обрабатывающему центру (тому же LGC-1000) можно приобрести основные станки по отдельности. Однако затраты будут сопоставимы. К примеру, сегодня лидирующие позиции на рынке оборудования занимают шипорезный станок TM 105 (новый – от 400 тысяч рублей, б/у – от 300 тысяч рублей) и профилирующий фрезерный станок FP 180 (новый – от 550 тысяч рублей, б/у – от 450 тысяч рублей).
Владислав Пермин, специально для Equipnet.ru
ЭКСПЕРТНОЕ МНЕНИЕ
Алексей Лепехин, руководитель коммерческого отдела ООО «Бакаут»:
– В данной статье рассматривается минимальный состав оборудования. Предлагаемый состав оборудования подразумевает о наличии у производителя готового клееного трехслойного бруса для дальнейшей обработки и изготовления оконной продукции.
Из многолетней практики по комплектации оборудованием заводов по изготовлению светопрозрачных конструкций с объемом до 1000 м 2 . Минимальная площадь цехов должна быть не менее 600 м 2 . Это связано с технологией изготовления деревянных окон, с технологическими выдержками после каждой операции.
Олеся Зуборева, старший менеджер коммерческого департамента «Free Lines Company»:
– На примере работы нашей компании Free Lines Company мы видим, что, сейчас пользуются большим спросом поставки из Европы бывшего в употреблении высокотехнологичного оборудования . Для того, чтобы осуществить импорт такой товарной категории, следует использовать особый алгоритм таможенного оформления. Он достаточно прост и не должен пугать тех, кто собирается оснащать российское производство.
Основное отличие в оформлении б/у обрудования и техники – необходимость проведения специальной таможенной процедуры : оценочной экспертизы. Её задача – определение факта имевшейся эксплуатации и подтверждение инвойсовой стоимости, которая, разумеется, отличается от цены на новую продукцию. Срок проведения таможенной экспертизы, составляет 1-2 дня. По результатам выдаются документы , которые являются основанием для снижения расходов на таможенное оформление.
Такое оборудование может продаваться со скидкой 50% и более. Также, в некоторых случаях, для него предусмотрены меньшие ставки ввозных пошлин. В итоге заказчик может получить продукцию по хорошему соотношению цена-качество.
Следует также отметить моменты, которые учитываются при выборе поставщика.
Он должен иметь право на реализацию товара, иметь возможность выписать инвойс и упаковочный лист, предоставить технический паспорт, где будет указан год выпуска изделия.
В завершении настоятельно рекомендуем продумать такой тип упаковки, который позволит сотрудникам таможни беспрепятственно провести досмотр, оставив тару пригодной для дальнейшей транспортировки.





